仪器百科
由进风风机、出风风机及相关变频器,超声波传感器,可编程控制器及模拟量输入输出模块,人机界面等共同构成吹膜机。膜泡的大小利用控制变频器的风量来改变,从而使膜泡比较稳定。
结构说明
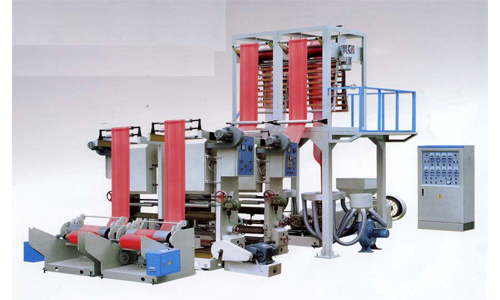
本机由挤出主机、牵引辅机、风环和模头、空气压缩机配电箱鼓风机及收卷等部分组成。
风环:
风环由上下两个部件,加以进风管、风机等辅助组成。
风通过风机往风管、风环内送入,往模口出料处均匀地吹冷风,冷却管状坏膜,其中调节装置设置在风环上,以便对风量大小进行调节。
空气压缩机:
空气压缩机将压缩空气通过气管、气阀从模头ZX往管状块膜中充入,使得块膜被吹到符合薄膜宽度的要求。
配电箱
将电气元件安装于配电箱中,来对整个机组的运行和加热进行控制。
挤出机:
挤出机由电机、齿轮减速器、螺杆、料筒以及模头等组成。
牵引辅机:
牵引辅机由牵引机架、人字夹板、牵引辊(2-3条)、传动轴、收卷辊等组成。
通过牵引电机驱动上引拉伸模口挤出的管状块膜,经人字夹板、牵引辊、传动辊至收卷辊Z后收卷成膜筒。为了使用时调整方便,调节装置在各部位均有设置。
升降:
对膜的大小厚薄进行控制,按牵引按钮能够直接升降。

操作须知:
在开机操作之前,应当先将周围场地清理好,检查各部件是否摆放在适当的位置,对各调节螺栓是否适当,转动轮安全罩、电动机运转方向是否正确,是否接好地线,电器元件漏电安全保护是否齐全,各件连接是否紧固,各转动部件是否灵活进行检查。如果机组的状态都正常,那么再将电源开关开启,对电器元件指示是否正常进行检查。若正常再将螺杆加热电源启动,利用温度控制仪调节和自动控制。如果与塑化要求相符,经过一定的恒温后,将挤出电机启动,塑料熔解随螺杆转动挤出。
等到物料和工艺的要求相符合的时候,因为人工牵引管坏了,将风环、风机和空气压缩同时开启,上引泡管通过人字夹(角度通过薄膜大小适量调节)进入牵引夹辊,因为牵引拉伸和压缩,空气吹胀的作用而使薄膜泡管形成。操作应当对风环出风量和压缩机出气量的大小的调整加以留心。使得牵引速度和吹胀比保持适当的匹配。正常后往收卷辊送入进行卷取。利用力距电机表来调整收卷速度,并且使拉力恒定,收卷轴收卷到一定直径膜卷后,通常比较合适的直径为60,就能够将膜剪断,将成品取下。
 吹膜机性能、使用方法和应用
吹膜机性能、使用方法和应用
 吹膜机保养
吹膜机保养
 吹膜机的结构特点
吹膜机的结构特点
 吹膜机的特点、结构和注意点
吹膜机的特点、结构和注意点
 吹膜的介绍
吹膜的介绍
 吹膜机正常开机步骤和用途
吹膜机正常开机步骤和用途
 吹膜机的结构说明和操作须知
吹膜机的结构说明和操作须知
 吹膜机的工作原理和注意事项
吹膜机的工作原理和注意事项
 吹膜机温度指标及控制方法
吹膜机温度指标及控制方法
 吹膜机的创新
吹膜机的创新
 吹膜机的应用范围和发展趋势
吹膜机的应用范围和发展趋势
 吹膜机安装和操作注意的事项
吹膜机安装和操作注意的事项
 吹膜机系统特点与操作步骤
吹膜机系统特点与操作步骤
 Xplore CFL35 微型吹膜机(35毫米膜宽)
Xplore CFL35 微型吹膜机(35毫米膜宽)

 Xplore CFL65 微型吹膜机(65毫米膜宽)
Xplore CFL65 微型吹膜机(65毫米膜宽)
 Xplore CFLPro 微型吹膜机(高阶型)
Xplore CFLPro 微型吹膜机(高阶型)
 广州普同吹膜机FBSI-20/28
广州普同吹膜机FBSI-20/28
 哈尔技术 实验室小型吹膜挤出机 HTBS-25
哈尔技术 实验室小型吹膜挤出机 HTBS-25


 住友摩登吹膜机
住友摩登吹膜机
 哈尔技术 实验室小型吹膜挤出机 HTBS-30
哈尔技术 实验室小型吹膜挤出机 HTBS-30
 哈尔技术 实验室小型吹膜挤出机 HTBS-20
哈尔技术 实验室小型吹膜挤出机 HTBS-20
 吹膜机 BFU300
吹膜机 BFU300
 AMSEMI半自动晶圆贴膜机_预切割膜机AWP-1208-W200/W300 衡鹏供应
AMSEMI半自动晶圆贴膜机_预切割膜机AWP-1208-W200/W300 衡鹏供应
 加载中...
加载中...
已显示全部信息
