

立即扫码咨询
联系方式:010-56443878
联系我们时请说明在仪器网(www.yiqi.com)上看到的!
因滑动表面和其他摩擦接触件的摩擦和磨损造成的能量损失占全世界能耗的 23%。1-. Holmberg, K. & Erdemir, A. Influence of tribology on global energy consumption, costs and emissions. Friction 5, 263–284 (2017).这个数字表明我们迫切需要能够减轻摩擦和磨损的技术。针对滑动表面上微米级特征的精确激光表面毛化显示出摩擦系数显著降低,同时由于增加耐磨性而延长了零件的使用寿命。 2-.Vladescu, S., Olver, A., Pegg, I. & Reddyhoff, T. 通过激光表面毛化减少往复接触中的摩擦和磨损.Wear 358–359, 51–61(2016).3-.Schneider, J., Braun, D. & Greiner, C. 用于混合润滑的激光纹理表面:长宽比、纹理区域和凹陷排列的影响。Lubricants 5, 32–46(2017).但是,存在一些限制条件可能会阻碍该技术被运用在工业领域中。这一部分是与设备的成本有关,因为表面特征所需的质量通常意味着要使用昂贵的超短脉冲激光源。另外,激光表面毛化速度可能导致过长的处理时间。
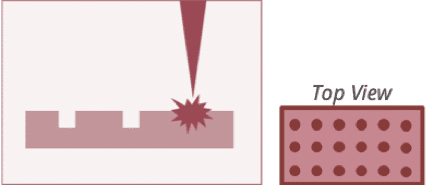
图 1.激光表面模式示意图。
激光表面毛化过程会熔化材料,而熔化掉的材料可能会堆积在凹痕周围,成为缘沿(图 1)。熔融层缘的高度 (h1) 对Z终应用至关重要,因为可能存在非常紧密的制造公差,即滑动面之间的Z大允许高度不到 1 微米。此外,凹痕的深度 (h2) 也很重要:在大多数情况下,必须以 1 微米以上的精确度测量其形貌(高度)(图 2)。

图 2.激光毛化过程示意图。h1 为熔融层高度;h2 为凹痕深度
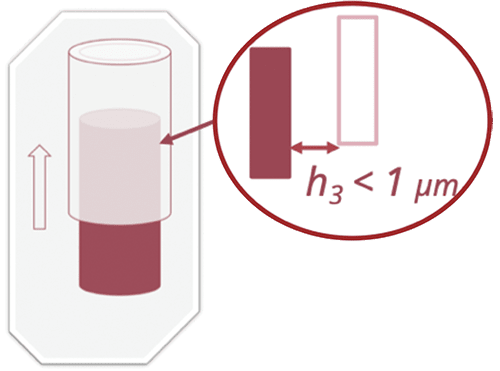
图 3.活塞滑动面之间Z大允许高度示意图
过去,我们使用扫描电子显微镜和光学显微镜来检查激光微加工表面的表面高度轮廓。如今,诸如共聚焦、干涉测量和多焦面叠加等光学测量技术让我们可以用更高的速度和足够的分辨率对新的激光微加工程序进行评估和研究。但是,考虑到材料和表面类型的多样性(抛光与不抛光、光滑与粗糙、高反射率与低反射率材料等),每种光学技术的适用情况仍受到一定限制。这也是选择 3D 光学轮廓仪 S lynx 进行这项工作的主要原因之一。此功能可快速评估各种表面。
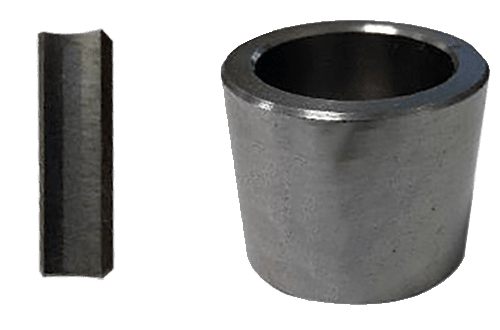
图 4.本研究中使用的样品示例
本研究中使用的样品为灰铸铁气缸(图 4),这种气缸被广泛用于内燃机、气缸体、泵和压缩机等。通过珩磨工艺对气缸进行预处理,并将气缸切成 30º 的样品段,以用于检查。在研究了每种技术的Z佳采集设置之后,我们发现放大倍率为 50 倍的共聚焦技术是Z适合此研究的技术。
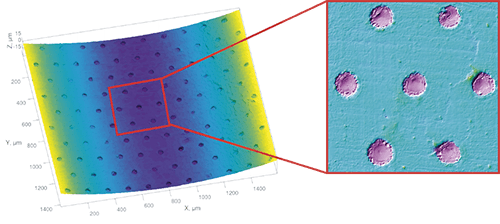
图 5.经激光毛化的灰铸铁气缸片段的表面形貌,使用 S ly 在共聚焦模式下进行测量,放大倍率分别为 10 倍(左)和 50 倍(右)
图 6 中将新的激光毛化过程与标准方法进行了比较。可以看出,新方法显示出,再沉积材料的高度被降低到 1 µm 以下,而在标准方法中,这个值提高了两倍。进一步的分析还表明,摩擦系数降低了约 25%。
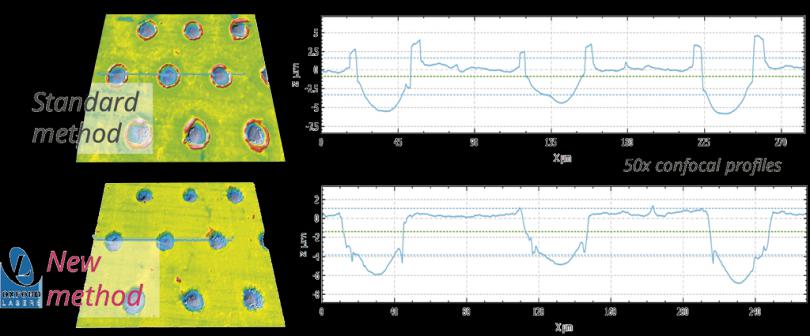
图 6.顶行:使用标准激光毛化方法获得的 3D 形貌和 2D 轮廓。底行:使用新的激光毛化方法获得的 3D 形貌和 2D 轮廓
3D 光学轮廓仪 S lynx 已被证明是研究新的激光表面毛化方法的一种准确、快速且易于使用的工具。3D 光学轮廓仪可以进行定性和定量分析,特别是,共聚焦技术已被证明是一种行之有效的技术,可用于研究和表征凹痕的深度和直径,更重要的是,在激光加工开发过程中,它同样适用于研究和表征凹痕周围的再沉积材料高度。
新方法提供了Z佳表面,其高度几乎为零的,并且在经过激光工艺优化(包括将摩擦系数 (COF) 降低约 25%)后没有再沉积材料。进一步的研究可能会考虑使用自动检测和分析软件(即,插入式 Hole、SensoPRO 软件、Sensofar),其中将自动提取所有之前的感兴趣的参数。
相关产品
全部评论(0条)
推荐方案
相关解决方案


参与评论
登录后参与评论