







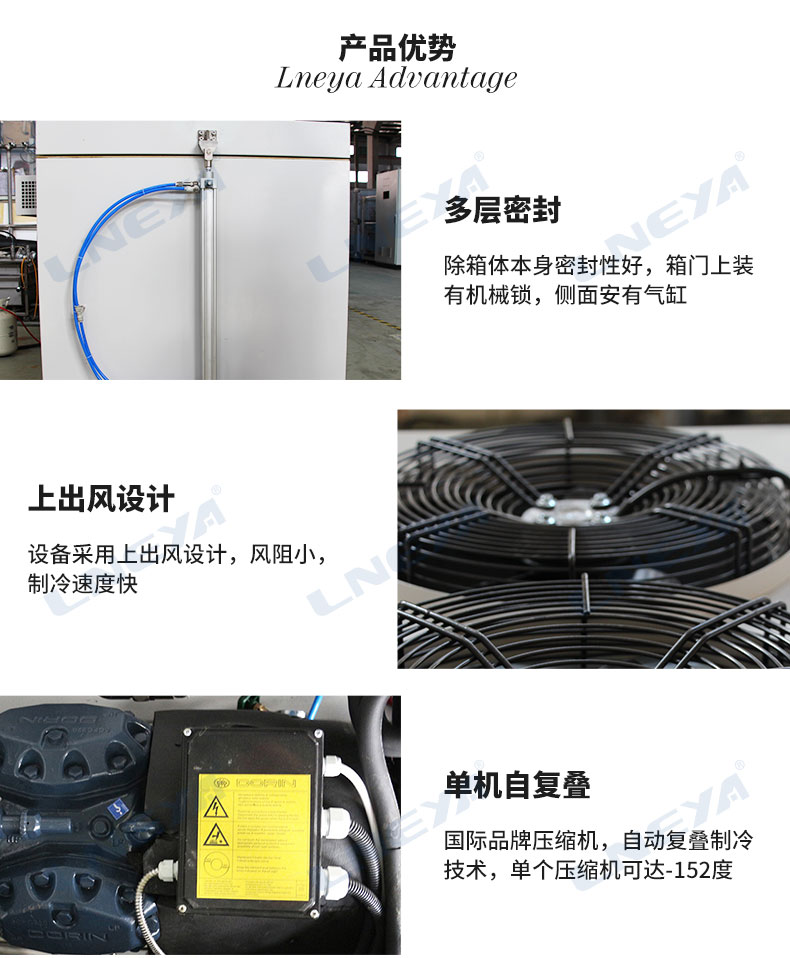
轴承套圈深冷处理设备产品介绍:轴承是当代机械设备中一种举足轻重的零部件。它的主要功能是支撑机械旋转体,用以降低设备在传动过程中的机械载荷摩擦系数。为实现轻松装配,我司轴承深冷装配设备利用冷却介质对需装入基孔内的零件进行冷却,使其外形尺寸收缩,从而产生装配间隙,达到零件轻松装配的目的。该深冷箱采用人机界面+PLC+模块可编程控制控制方式,实时监控箱内温度变化,具备手动和自动双操作功能,操作简单,可靠性强。分散制冷技术和控温技术,使产品的恒温、降温各过程均匀稳定,保温结束自动报警。不锈钢机箱美观耐用,采用高密度聚氨酯发泡保温层隔热。系统结构合理,制造工艺规范,部件布置紧凑,操作简单功能强大,人性化交流界面。
轴承套圈深冷处理设备---处理工艺介绍如下:淬火后在室温停留:淬火后,一定要使套圈内外均匀冷至室温后进行冷处理,否则容易开裂,冷至室温后马上冷处理(一般不超过30min),否则会中止奥氏体向马氏体的转变。
冷处理温度:冷处理的温度主要根据钢的马氏体转变终止温度Mf,另外还要考虑冷处理对机械性能的影响及工艺性等因素。对于GCr15钢,冷处理选用-70℃;精度要求不甚高的套圈或设备有限制时,冷处理温度可选为-40~-70℃;超精密轴承,可在-70℃~-80℃之间进行冷处理。过冷的温度影响轴承冲击疲劳和接触寿命。
冷处理保温:虽然大量马氏体的转变是在冷到一定温度倾刻间完成的,但为使一批套圈表面与心部都均匀达到冷处理温度,需要一定的保温时间,一般为1~1.5h。
冷处理后的回火:套圈冷处理后放在空气中,其温度缓慢升至室温后及时进行回火。温升不能太快,否则容易开裂;回火及时,否则套圈内部较大的残余应力会导致套圈开裂,一般不超过2h。
无锡冠亚恒温制冷技术有限公司
仪器网(yiqi.com)--仪器行业网络宣传传媒
 热线电话
热线电话