因滑动表面和其他摩擦接触件的摩擦和磨损造成的能量损失占能耗的 23%。<sup>1</sup>这个数字表明我们迫切需要能够减轻摩擦和磨损的技术。针对滑动表面上微米级特征的精确激光表面毛化显示出摩擦系数显著降低,同时由于增加耐磨性而延长了零件的使用寿命。 <sup>2-3</sup>但是,存在一些限制条件可能会阻碍该技术被运用在工业领域中。这一部分是与设备的成本有关,因为表面特征所需的质量通常意味着要使用昂贵的超短脉冲激光源。另外,激光表面毛化速度可能导致过长的处理时间。
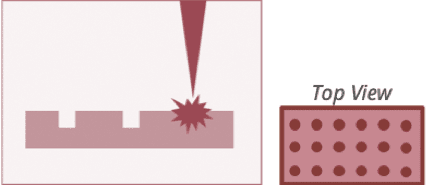
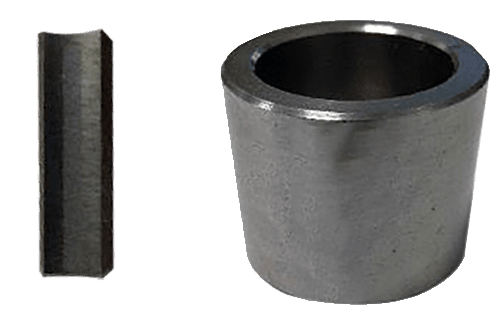
图 1.激光表面模式示意图。