
杂几何形状来说,增材制造所提供的可能性使用传统制造方法是无法实现的。然而,其存在一些缺点,如缺乏标准化、难以控制生产出样品的尺寸和表面性质以及在大多数情况下需要后续处理步骤等。在本研究中,我们希望通过测量形状和表面纹理,来测量单个参数在制造部件Z终性能上可能产生的改变。
杂几何形状来说,增材制造所提供的可能性使用传统制造方法是无法实现的。然而,其存在一些缺点,如缺乏标准化、难以控制生产出样品的尺寸和表面性质以及在大多数情况下需要后续处理步骤等。在本研究中,我们希望通过测量形状和表面纹理,来测量单个参数在制造部件Z终性能上可能产生的改变。
研究1.作为工艺参数(材料及其他)函数的
形状偏差
对于本研究案例,我们使用“选择性激光熔化”技术两次生产相同的试样,但是使用了两种不同的材料。我们希望藉此看到这种变化对制造零件的整体形状将会产生的影响。我们选择钛合金Ti6Al4V和铝合金AlSi10Mg作为我们的测试材料,原因是它们在航空和医疗行业广泛使用[1]。
通过S wide,我们测量了这两个样品以及一个参考样品,并用3D比对软件对它们进行比较。

3D比对显示了SLM制造零件相对于参考的差异。我们可以看到,在样品几何形状的边缘可见更大的偏差,但使用这两种材料整体形状得到了保持。然而,由于球化效应的原因,由铝合金制成的样品在表面的某些部位显示出一些较高的偏差[2]。
我们还进行了类似的测试,但这一次使用的两个样品使用相同材料制造,同时改变了SLM机器的一个内部参数(光束补偿)。由于这次的预期偏差更小,我们使用CAD文件而不是参考样品作为3D比对的参考。
实际上,这将是控制生产的Z适当的方式:在CAD模型中的不同区域设置一些公差,然后据此分析生产的部件。
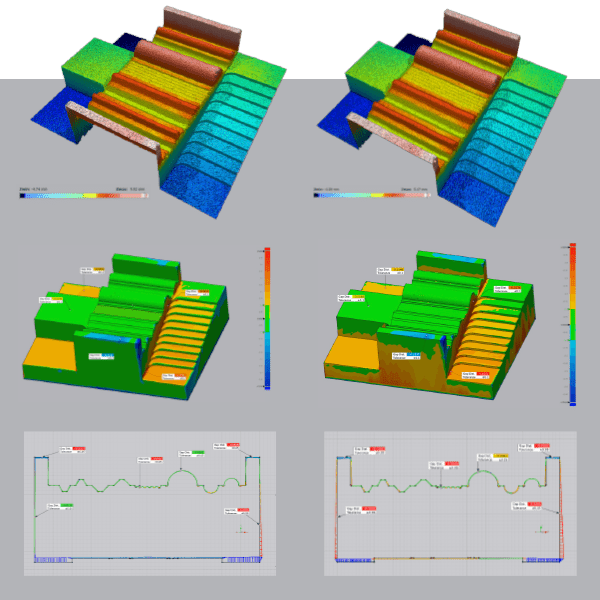
在图2中,我们可以看到一个样品和另一个样品之间的差异,一些关键点被突出显示。 我们还可以选择一个横截面,并分析每个样品中的轮廓如何得到修改。下一步将是返回制造工艺,调整参数,使输出始终符合我们的预期。
研究2.作为打印角度函数的表面纹理变化
制造零件的表面纹理可能对其功能性能至关重要。因此,了解增材制造工艺中的不同变量可能会如何影响不同的表面纹理参数是一个热门研究主题。
对于第二个案例研究,我们制造了另一个试样的不同单元(1 cm x 1 cm,厚2-mm的正方形),但改变了打印角度。这是制造商和研究人员当中的一种常见测试,他们使用增材制造来了解机器在这些情况下的性能。
我们使用我们的 S neox 3D optical profilometer 光学轮廓仪并垂直于光轴定位这些样品,测量不同样品在若干位置上的表面纹理。然后根据 ISO 25178 使用相同的排料指数来筛选测量值,以确保有意义的比对,Z后使用 SensoPRO software 软件来确定哪些参数造成了每组测量值的差异。
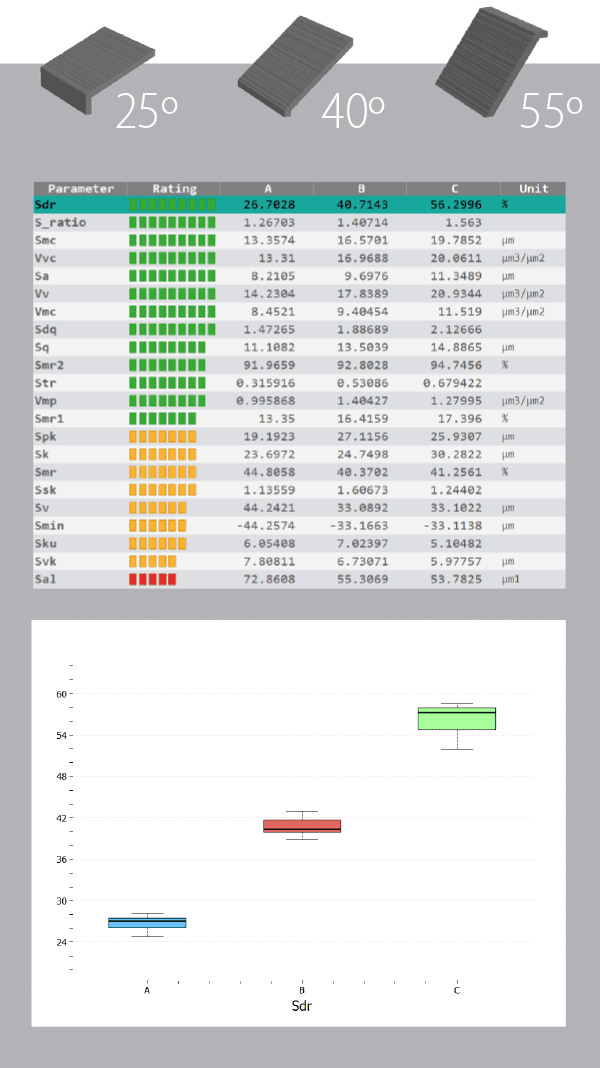
结果表明,当印刷角度变化时,造成表面纹理很大的变化。更具体而言,我们的结论是Sdr(展开面积比)是改变Z多的参数之一,这与参考文献[3]相一致。Sdr参数在与增材和包覆相关的应用中非常重要,因此打印角度对于功能性能与粘附和包覆相关的增材制造表面(例如疏水表面)将会十分关键。
在我们的第一项研究中,我们能够表征增材制造工艺的一个单个参数可能如何改变生产出样品的形状。在第二项研究中,我们还能够通过识别特征表面纹理参数来定量区分以不同角度打印的样品。
具有“光栅投影”技术的S wide system, 系统被用于形状测量,而S neox则被用于表面粗糙度测量。在S neox的案例中,由于“Ai变焦”技术所具有的速度和HDR模式,被选择作为测量微米级粗糙度的适当技术。然而,从完工表面到抛光后续处理表面,共聚焦和干涉技术(也包括在同一系统中)正被用于表征各种增材制造部件。由于在同一系统中集成的不同光学计量技术,S neox的多功能性已被证明具有极大助益。




北京仪光科技有限公司
仪器网(yiqi.com)--仪器行业网络宣传传媒
