

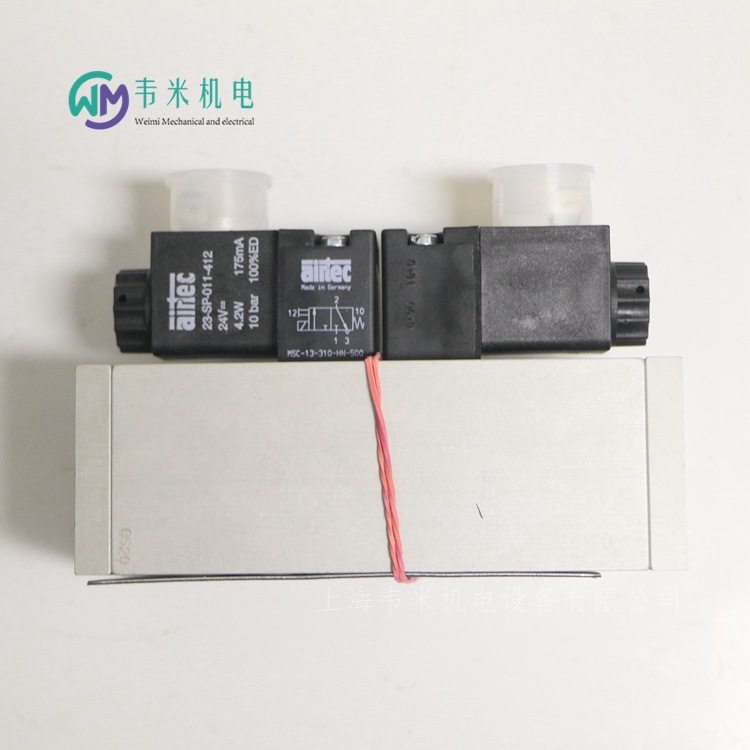
爱尔泰克AIRTEC电磁阀MI-03-520-HN,上海韦米机电设备有限公司主营销售产品,原厂原装,质量保障,热诚欢迎新老客户咨询购买!




电磁阀应用
1、2位3通电磁阀控制单作用气缸:
初始状态:电磁阀为常闭电磁阀,处于失电状态,单作用气缸活塞由弹簧作用在气缸左侧。
工作状态:电磁阀得电,电磁阀P口与A口通,气源由A口进入气缸,气缸活塞右移。
失电状态:电磁阀失电,电磁阀A口与R口通,气缸通过电磁阀放气,活塞在弹簧作用下回到左侧。
2、2位3通电磁阀控制气动薄膜驱动部:
初始状态:电磁阀为常闭电磁阀,处于失电状态,气动薄膜驱动部的推杆由弹簧作用下停在上位;
工作状态:电磁阀得电,电磁阀P口与A口通,气源由A口进入薄膜驱动部上气室,推动推杆下移;
失电状态:电磁阀失电,电磁阀A口与R口通,薄膜气室通过电磁阀放气,推杆在弹簀作用下回到上位。
3、 2位5通单电控电磁阀控制双作用气缸:
初始状态:电磁阀失电状态,电磁阀P口与A口相通, 气源通过A口进入双作用气动活塞驱动部左侧气室,活塞停在右侧,B口与S口相通,与B口相通的气动活塞驱动部的右侧气室为排气状态;
工作状态:电磁阀得电,电磁阀P口与B口通,气源由B口进入双作用气动活塞驱动部右侧气室,活塞移动到左侧,A口与R口相通, 与R口相通的气动活塞驱动部的左侧气室为排气状态;
失电状态:电磁阀恢复初始状态。
4、 2位5通双电控电磁阀控制双作用气缸:左侧线圈得电状态:电磁阀左侧线圈得电,电磁阀P口与A口通,气源由A口进入双作用气动活塞驱动部-侧气室,推动活塞到气缸另一侧,B口与S口相通,与B口相通的气动活塞驱动部的另一侧气室为排气状态,在另一侧线圈不得电之前会保持该状态不动;
右侧线圈得电状态:电磁阀右侧线圈得电,电磁阀P口与B口通,气源由B口进入双作用气动活塞驱动部一侧气室, 推动活塞到气缸另一侧,A口与R口相通,与A口相通的气动活塞驱动部的另一侧气室为排气状态,在另一侧线圈不得电之前会保持该状态不动。
电磁阀使用和维修
1、每年1-2次的定期检修是电磁阀可靠工作和长寿命的佳方法。电磁阀内部的下列几种情况是妨碍电磁阀正常。工作与缩短寿命的原因。
(1)使用介质品质发生变化;
(2)接管内生锈;
(3)空压机的油氧化,产生炭粒、焦油等杂物混入管道;
(4)管道中有尘粒污垢等杂物。
2、电磁阀安装后或长时间停用后投入运作时,须通入介质试动作几次,工作正常后方可投入运行;
3、在蒸汽阀长时间停用后再次投入运行时,应排净凝结水后再动作几次,工作正常后方可投入运行;
4、在维护之前,必须切断电源,卸去介质压力;
5、线圈组件不宜拆开;
6、拆开电磁阀进行清洗时,可使用煤油、三氯乙烯等溶液。
爱尔泰克AIRTEC电磁阀MI-03-520-HN
爱尔泰克二位五通换向阀
MI-01-510-HN
MI-01-511-HN
MI-01-520-HN
爱尔泰克三位五通换向阀
MI-01-530-HN
MI-01-533-HN
AIRTEC二位五通电磁阀
MI-02-510-HN
MI-02-511-HN
MI-02-520-HN
AIRTEC三位五通电磁阀
MI-02-530-HN
MI-02-533-HN
爱尔泰克二位五通电磁阀
MI-03-510-HN
MI-03-511-HN
MI-03-520-HN
爱尔泰克三位五通电磁阀
MI-03-530-HN
MI-03-533-HN
爱尔泰克AIRTEC电磁阀配件
爱尔泰克AIRTEC底板,单侧出口
MI-011
MI-021
MI-031
爱尔泰克AIRTEC底板,底板出口
MI-012
MI-022
MI-032
爱尔泰克AIRTEC连接板,底板出口
MI-013
MI-023
MI-033
爱尔泰克AIRTEC阻塞板
MI-01-V
MI-02-V
MI-03-V
爱尔泰克AIRTEC连接板端板
MI-01/E
MI-02/E
MI-03/E
爱尔泰克AIRTEC底板基板
MI-013/N
MI-023/N
MI-033/N
爱尔泰克AIRTEC连接板
MI-014
MI-015
爱尔泰克AIRTEC附件
MI-01-D1
MI-01-D2
AIRTEC气动阀
ICK-55-310-HN
ICK-55-311-HN
KNX-55-311-HN
KNX-55-511-HN
KNX-55-520-HN
爱尔泰克电磁阀
PNX-55-311
PNX-55-511
PNX-55-520
爱尔泰克气动阀
ICK-09-511-HN
ICK-09-520-HN
ICK-09-530-HN
ICK-10-511-HN
气动系统在生产自动线中的应用
随着工业4.0的不断深化和推进,制造业也在发生着极大的变革,传统的加工模式已经在人力成本的不断上升和技术手段的不断进步中逐渐被现在化的自动生成线加工模式所取代,虽然不是全面的取代,但是这个取而代之的趋势已经形成,并且其脚步也在不断的加快。
一条自动生产线,主要由以下几个功能模块组成:
1) 数控机床:数控机床作为加工主机,实现加工过程的自动化。
2)自动上下料:通过机械手的使用,实现加工零件的自动上料和下料工序,代替工人的人工上下料动作。
3)自动夹具:通过液压系统和气功系统的配合使用,实现零件夹具的自动定位,自动夹紧与松开等动作,代替工人的人工装夹工件。
4)自动冷却与冲刷:通过自动冷却系统的设计,实现在加工过程中对工件的自动冷却和对加工铁屑的自动冲刷。
5)自动吹扫:通过自动吹扫系统的设计,实现对夹具的和工作台的自动清扫工作,便于下一个零件的定位、夹紧和加工。
6)刀具的使用寿命设定与提醒:通过对刀具的检测或对刀具加工数量的记录,实现刀具寿命提醒功能,让操作人员及时的更换刀具,实现零件的正常加工。
7)自动排铁屑:通过自动排屑器的使用,实现加工铁屑的自动排屑和收集功能,极大的降低了工人的劳动强度,改善了工作环境。
在上述的功能模块中,自动上下料的机械手部分、自动夹具部分和自动吹扫部分都牵涉到了气动元器件的使用,而且使用的元器件的种类和数量都具有相当的规模,可以说,自动生产线是无法离开气动系统来运行的。
在这套气动系统中,我们使用到的气动元器件有:气动三联件,气动检测开关,电磁阀、气缸、真空吸盘、检测开关、气管、气动接头等。
在这套气动系统中,我们使用到的气动元器件有:气动三联件,气动检测开关,电磁阀、气缸、真空吸盘、检测开关、气管、气动接头等。
上海韦米机电设备有限公司
仪器网(yiqi.com)--仪器行业网络宣传传媒
