激光散射原理测量表面粗糙度
工件的表面粗糙度是评定工件表面质量的一个重要指标,它是决定工件性能和质量的重要参数。科学技术的日新月异,加工精度的不断提高,新技术、 新材料、新工艺的出现对工件表面粗糙度的检测提出了越来越高的要求。同时摩擦与磨损过程的研究、工艺过程的分析、面接触状态的探讨等,都要求对表面微观几何形状给出定量的描述。传统的接触式测量方法容易划伤工件表面,测量速度低,而且受测针半径限制影响其测量范围,不适合在线检测。
而采用光学非接触的测量方法可以弥补触针式测量仪器的不足,常见的光学测量方法有光散射法、光学散斑法、聚焦法、干涉测量法等。光学法测量表面粗糙度以被测表面的光学效应为基础,光源发射的光波通过光学系统平行或发散或会聚入射到被测件表面,被测件表面的反射光波反映了被测件的表面形状,反射光波的光学信息由各种类型的光电传感器和后处理电路予以接收、转换、运算、显示、记录等。本文采用基于激光散射原理的表面粗糙度测量方法,可实现对高精度零件表面粗糙度的无损检测和非接触在线快速检测,具有较高的经济价值。
1.1光在粗糙表面的散射现象
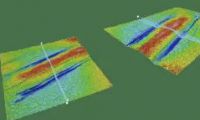
当一束光以一定的角度入射到粗糙物体表面时,根据光的几何原理,光线会被物体散射和反射, 散射光和反射光的强弱与物体的表面粗糙程度有关。反射光集中在一个很小的面积上,形成一个光斑;散射光分布在反射光斑的周围,形成由许多光点组成的光带。若物体表面比较光滑,反射光斑的光能比较强,散射光带比较窄;反之,若物体表面比较粗糙,反射光斑的光能比较弱,散射光带则比较宽。这一现象定性地说明了散射光能的强弱和物体表面的粗糙程度有关。本文通过研究散射光的光能分布定量地得到物体表面粗糙度的信息。
1.2表面粗糙度特征值 Sn
理论和实践都证明,散射光分布曲线的形状与表面粗糙度有关。以光散射理论为基础,利用光散射特征值法测量表面粗糙度。其原理是由于物体表面不是理想的光滑表面,所以当一束光照射到物体表面上时,除一部分光被反射外,另一部分光被散射, 形成一束离散光。研究表明,由被测物体表面反射、散射的离散光的强度呈高斯分布,其概率分布函数
式中,φ为散射角,I(φ)为散射角所对应的散射光强度。分布曲线的方差 S 为
式中,φ 为平均值
在实际测量系统中,是用 PMT接收散射光信号。由于测量孔径的限制,实际测量系统不可能也没必要接收整个空间(-Π/2,Π/2)的散射光,同时光电接收器阵列的各光敏单元也是离散的。这时 S 值应该用离散的散射光特征值 Sn 来表示
Sn 用于描述被测表面的散射光分布情况,称为 “光散射特征值”,可作为光散射法测量表面粗糙度 Ra 的数学模型。用已知表面粗糙度参数的试件作为 表面粗糙度标准样块,测得对应的 Sn 值,即可建立 光散射特征值和表面粗糙度(Sn- Ra)关系曲线,从 而实现利用光散射特征值法测量工件表面粗糙度。
1.3散射测量系统介绍
德国IOF散射仪整个测量系统由光源(紫外到红外可选)、光学测量系统、探测器系统和计算机数据处理系统组成。半导体激光器发出的光束经过准直聚焦后照射到被测工件表面,光束会发生反射和散射,用PMT接收工件表面的散射光,计算机采集数据并计算出光散射特征值 Sn,再换算成所需要的表面粗糙度评定参数,通过显示仪器显示出表面粗糙度参数 Ra。
该光路结构简单,容易调整,能轻易地调整入射光束的入射角度,在光路中加入扩束镜还可以方便地调整照在工件上的光斑。MLS5可以测量样品反射光,透射光,以及散射光分布的测量系统。其特点是对角度的灵敏度高,并且该系统可以测量三维空间中的散射分布。
全部评论(0条)
推荐阅读
-
- 激光散射原理测量表面粗糙度
- 工件的表面粗糙度是评定工件表面质量的一个重要指标,它是决定工件性能和质量的重要参数。
-
- 干货分享 测量表面粗糙度入门指南!
- 干货分享 测量表面粗糙度入门指南!
-

- 表面粗糙度轮廓仪的应用领域
- 表面粗糙度的轮廓仪是一种精密测量仪器,用于评估材料表面的微观不平整度。随着制造业对产品质量和精密度要求的不断提高,表面粗糙度的测量变得越来越重要。
-

- 表面粗糙度轮廓测试仪的作用及应用领域
- 表面粗糙度轮廓测试仪是一种用于精确测量物体表面粗糙度的仪器。它通过高精度传感器和数据分析软件,能够准确捕捉和分析物体表面的微小起伏和轮廓,从而评估其表面特性和质量。
-
- Sensofar新型共聚焦白光干涉仪用于测量电池的表面纹理和粗糙度等
- 在我们日益电气化的世界中,电池在从电动汽车到便携式电子产品等所有产品的供电方面发挥着关键作用。Sensofar的非接触式3D光学轮廓仪非常适合测量电池的表面纹理、粗糙度、平整度及关键尺寸。
-
- 案例分享 | Sensofar新型共聚焦白光干涉仪用于测量电池的表面纹理和粗糙度等
- 案例分享 | Sensofar共聚焦白光干涉仪用于测量电池的表面纹理和粗糙度等
-

- 二维小角X射线散射仪原理
- 本文将详细探讨二维小角X射线散射仪的工作原理,解析其如何通过X射线散射与样品微观结构的相互作用,帮助科学家深入了解材料的内部结构特征,尤其是对纳米尺度的材料及其在各类复杂体系中的应用提供了的表征手段。
-
- 【Wyatt光散射公开课】第一期:多角度光散射(MALS)检测原理及应用
- 【Wyatt光散射公开课】第一期:多角度光散射(MALS)检测原理及应用
-
- 【免费测试】~1秒测量轮廓尺寸、平面度、粗糙度~
- 【免费测试】~1秒测量轮廓尺寸、平面度、粗糙度~
-
- 名家专栏 | 拉曼光谱系列专栏—表面增强拉曼散射光谱技术
- 应用方向:表明增强拉曼,拉曼,单分子检测、生物医学、联用技术与传感器
-
- 【聚焦激光】TDLAS原理检测氧气应用,提高测量的准确性
- 应用方向:TDLAS、气体检测、氧气检测。
-
- 基于表面增强拉曼散射光谱法定量检测血清中白细胞介素-6
- 如海Portman拉曼系列,可以应用于临床检测,在生物医疗领域有巨大潜力。
-

- 便携式激光盘煤仪原理
- 其核心原理是利用激光技术对煤样进行精确的测量,通过激光的散射、吸收以及反射特性,获得煤的物理和化学属性。这项技术的革新使得煤炭检测变得更加高效和精确,尤其是在现场环境下,操作简便,适合移动使用。










①本文由仪器网入驻的作者或注册的会员撰写并发布,观点仅代表作者本人,不代表仪器网立场。若内容侵犯到您的合法权益,请及时告诉,我们立即通知作者,并马上删除。
②凡本网注明"来源:仪器网"的所有作品,版权均属于仪器网,转载时须经本网同意,并请注明仪器网(www.yiqi.com)。
③本网转载并注明来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
④若本站内容侵犯到您的合法权益,请及时告诉,我们马上修改或删除。邮箱:hezou_yiqi









参与评论
登录后参与评论