



塑料软化温度测试仪将试样架抬(升)出油面,将热变形试样放在支撑架上(维卡试样放在平面上),放下负载杆,将试样压紧。
塑料软化温度测试仪将试样架放(降)回油池内,将相应质量的砝码放在托盘上,5分钟后方可启动试验。
变形量设定:
3
根据试样的宽度和试验类型,按下表设定变形量。通过“变形”键可从210—1000µm依次循环选择,选至所需变形量即可。
表一 侧立法对应于不同试样高度的标准挠度
试样的宽度(mm) | 标准变形量(µm) |
9.8-9.9 1.0-10.3 10.4-10.6 10.7-10.9 11.0-11.4 11.5-11.9 12.0-12.3 12.4-12.7 12.8-13.2 13.3-13.7 13.8-14.1 14.2-14.6 14.7-15.0 维卡 | 330 320 310 300 290 280 270 260 250 240 230 220 210 1000 |
表二 平放法对应于不同试样高度的标准挠度
试样的高度(试样厚度h)mm | 标准挠度(变形量)µm |
3.8 3.9 4.0 4.1 4.2 维卡 | 360 350 340 330 320 1000 |
上限温度设定:可根据需要设定上限温度略大于试验所达到的温度即可,按“上限”键可从50、75、100、125、150、175、200、225、250、275、300间依次循环选择。
GB/T 1633 热塑性塑料维卡软化温度(VST)的测定标准
GB/T 1633 热塑性塑料维卡软化温度(VST)的测定标准一标准名称
GB/T 1633 Plastics-Thermoplastic materials- Determination of Vicat softening temperature (VST)
GB/T 1633 热塑性塑料维卡软化温度(VST)的测定标准
GB/T 1633热塑性塑料维卡软化温度(VST)的测定标准-适用范围
本标准规定了四种测定热塑性塑料维卡软化温度(VST)的试验方法。本标准规定的四种方
法仅适用于热塑性塑料,所测得的是热塑性塑料开始迅速软化的温度。
GB/T 1633热塑性塑料维卡软化温度(VST)的测定标准一引用标准
GB/T 2918 塑料试样状态调节和试验的标准环境
GB/T 9352热塑性塑料压塑试样的制备
GB/T 11997塑料多用途试样的制备和使用
GB/T 17037.1热塑性塑料材料注塑试样的制备第1部分:一般原理及多用途试样和长条试
样的制备
ISO 2818塑料机械加工试样的制备
GB/T 1633热塑性塑料维卡软化温度(VST)的测定标准一测试原理
当匀速升温时,测定在第1章中给出的某一种负荷条件下标准压针刺人热塑性塑料试样表面
1mm 深时的温度塑料橡胶材料热变形维卡软化点温度测定仪,采用先进的MCU(多点微控制单元)控制系统,自动测控温度和变形、自动计算试验结果,可循环存储10组试验数据。该系列仪器有多种机型供选择:自动型采用液晶屏中(英)文显示,自动测量;微控型可连接电脑、打印机,由计算机进行控制,试验软件WINDOWS中(英)文界面,具有自动测量、实时曲线、存储数据、打印输出等功能。用于测定各种塑料、橡胶等热塑性材料的热变形温度和维卡软化点温度。
技术参数及指标
1、温控范围:室温~300℃
2、升温速率:120℃/h [(12±1)℃/6min]
50℃/h [(5±0.5)℃/6min]
3 温度误差:±0.5℃
4、形变测量范围:0~10mm
5 形变测量误差:±0.005mm
6、形变测量显示精度:±0.001mm
7、试样架(测试工位): 4、6(可选)
8、试样支撑跨距:64mm、100mm
9、负载杆和压头(刺针)重量:71g
10、加热介质要求:甲基硅油或标准中规定的其它介质(闪点大于300℃)
11、冷却方式:150℃以下水冷,150℃以自然冷却
12、具有上限温度设定,自动报警。
13、显示方式:液晶中(英)文显示、触摸屏控制
14、可显示测试温度,可设定上限温度,自动记录试验温度,温度达到上限值后自动停止加热。
15、变形测量方法 高精度数显千分表+自动报警。
16、具有自动排除油烟系统,可有效油烟散发,时刻保持室内良好空气环境。
17、电源电压:220V±10% 10A 50Hz
18、加热功率:3kW
产品说明
特点及用途:热变形维卡温度测定仪适用于测试高分子材料的维卡软化点温度和热变形温度,作为控制质量和鉴定新品种热性能的一个指标,由百分表测量形变,温控仪设定升温速度,试样架自动升降,一次可试验三个试样。操作方便、设计新颖、外形美观、可靠性高。符合GB/T 1633《热塑 性塑料软化温度(VST)的测定》、GB/T1634《塑料弯曲负载热变形温度 试验方法》、GB 8802《硬聚氯乙烯(PVC-U)管材及管件维卡软化温度测定方法》以及ISO75、ISO306、ISO2507等标准要求。
技术参数:1、温度范围:室温--300℃2、升温速度:12±1℃/6min 5±0.5℃/6min3、温度误差:±1℃4、变形测量范围:0--1mm5、变形测量误差:0.01mm6、加热介质:甲基硅油7、加热功率:4Kw8、冷却方式:150℃以上自然冷却 150℃以下水冷或自然冷却9、电源:AC220V±10% 20A 50Hz10、外型尺寸:720mm×700mm×1380mm11、重量:180Kgc)区分模塑材料的必要信息,如类型、牌号等。、
范
本标准建立了热压模塑制备热固性材料试样的通则和压制程序。
本标准规定了在性能试验报告应包含的有关试样制备的详细内容。
本标准给出设计制备试样用模具的一般原理。
为了以再现的方法制备试样,本标准讨论了试验结果具有可比的试样制备所涉及的基本条件,
本标准适用于以酚醛树脂,氨茶树脂,三聚氰胺/酚醛、环氧及不饱和聚酯树脂为基料的热因性粉状
模塑料(PMCs),由于某些模塑料的成分、流动性或其他可变因素,可能需要按照规定的方法制备试
样。在此情况下需要各方协商一致,并在模望报告中注明。
2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有
的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励板据本标准达成协议的各方研究
是否可使用这些文件的新版本,凡是不注日期的引用文件,其新版本适用于本标准。
GB/T 1033.1-2008塑料非泡沫塑料密度的测定第1部分:浸清法,液体比重瓶法和滴定法
(ISO 1183-1;2004,1DT)
GB/T 1404.1-2008
塑料粉状酚醛模塑料第1部分:命名方法和基础规范(ISO14526-1;
1999,IDT)
GB/T 1404.2-2008
塑料粉状酚醛模塑料第2部分:试样制备和性能测定(ISO 14526-2:
1999.IDT)
GB/T 2035--2008塑料术语及其定义(ISO 472;1999,IDT)
GB/T 3403.1-2008塑料粉状脲-甲醛和脲/三聚氰胺-甲醛模型料(UF-和UF/MF-PMCs)
第1部分:命名系统和分类基础(ISO 14527-1:1999,IDT)
GB/T 11997-2008塑料多用途试样(ISO 3167;2002,IDT)
ISO 4287几何产品规范(GPS)表面结构:轮廓方法一术语,定义和表面结构参数
ISO 14526-3塑料
粉状酚醛模望料(PF-PMCs)第3部分:选择模塑料的要求
1SO14527-2塑料脲-甲醛和脲/三聚氰胺-甲醛粉状模塑料(UF-和UF/MF-PMCa)第2部
分:试样制备和性能测定
ISO 14527-3塑料
脲-甲醛和脲/三聚氰胺-甲醛粉状模塑料(UF-和UF/MF-PMCs)第3部
分:选择模塑料的要求
ISO14528-1塑料
三聚氰胺-粉状甲醛模塑料(MF-PMCa)第1部分:命名和规格基础
ISU 14528-2
塑料
三聚氰胺-粉状甲醛模塑料(MF-PMCs)
第2部分,试样制备和性能测定
ISO 14528-3
塑料
三聚氰胺-粉状甲醛模塑料(MF-PMCs)
第3部分:选择模塑料的要求
ISO 14529-1
塑料
三浆氰胺/粉状酚醛模塑料(MP-PMCs)
第1部分:命名和规格基础
ISO 14529-2
塑料
三聚氰胺/粉状酚醛模塑料(MP-PMCs)
第2部分:试样制备和性能测定
ISO14529-3
塑料
三聚氰胺/粉状酚醛模塑料(MP-PMCs)
第3部分:选择模塑料的委求
ISO 14530-1
塑料
粉状不饱和聚酯树脂模塑料(UP-PMCa)
第1部分;仓名方法和规格基础
ISO 14530-2
堕料
粉状不饱和聚酯树脂模塑料(UP-PMCa)
第2部分;试样制备和性能测定
ISO 14530-3
塑料
粉状不饱和聚酯树脂榄塑料(UP-PMCs)第3部分:选择模塑料的要求
ISO 15252-1
塑料粉状环氯树脂槁塑料(EP-PMCs)第1部分;命名方法和规格基础
d)制备模塑材料的详细信息:
1)颗粒料或粉料的干燥条件;
2)制备预成型片时所用的加工条件及平均厚度。
e)所用模具和箔的类型。
D模塑条件:
1)预热时间;
2)模塑温度、压力及时间;
3)使用的冷却方法;
4)脱模温度。
g)
试样的状态。
h)试样制备的日期。
i)其他观察结果。
负载杆和金属架构件应具有相同的膨胀系数,部件长度的不同变化,会引起试样表观变形读数的
误差。
用低膨胀系数的钢性材料(如瓦镍铁合金或硅硼玻璃)制备的试样,对每台仪器包括其使用的温度
范围做空白试验进行校正,并对每个温度确定一个校正项。如果校正项为0.02mm或更大,应注意其代
数符号,并通过代数方法将其加到表观针入度上,将此校正项应用于每项试验中。建议使用低膨胀合金
制造的仪器。
4.2压针头,好是硬质钢制成的长为3mm,横截面积为1.000 mm²±0.015 mm²的圆柱体。固定在
负载杆的底部,压针头的下表面应平整,垂直于负载杆的轴线,并且无毛刺。
4.3 已校正的千分表(或其他适宜的测量仪器),能够测量压针头刺入试样1mm±0.01mm的针入
度,并能将千分表的推力记为试样所受推力的一部分。
注
1在此类型的仪器中,千分表弹簧力向上,要从负荷中减去;如果这种力向下,应加到负荷上。
2 在整个冲程过程中,由于千分表弹簧上所施加的力明显地变化,所以要在整个冲程中测定这个力。
4.4 负荷板,装在负载杆上,加有适合的砝码,使加到试样上的总推力,对于A50和A120达到10N
±0.2N,对于B5和B120达到50N士1N。负载杆、压针头、负荷板千分表弹簧组合向下的推力应不超过
1N。
4.5加热设备,盛有液体的加热浴或带有强制鼓风式氮气循环烘箱。加热设备应装有控制器,能按要求
以50℃/h士5℃/h或120℃/h±10℃/h匀速升温。在试验期间,每隔6min温度变化分别为5C±
0.5℃或12℃±1C,应认为加热速率符合要求。
调节仪器使其在达到规定的压痕时,自动切断加热器并发出警报。
4.5.1加热浴,盛有试样浸入的液体,并装有高效搅拌器,试样浸入深度至少为35mm;确定选择的液
体在使用温度下是稳定的,对受试材料没有影响,例如膨胀或开裂等现象。当使用加热浴时,将测得靠近试样液体的温度作为维卡软化温度(VST)(见7.5)。
液体石腊、变压器油、甘油和硅油都是合适的传热介质,也可以使用其他液体。
4.5.2 烘箱,能使空气或氮气以60次/min的速度在烘箱内循环。每台烘箱的容积不少于10L,箱内空
气或氮气以1.5~2m/s的速度垂直于试样表面流动。
试验结果取决于循环空气或氮气与试样间的热传递速度。因试样相对较小以及试样下表面与试样
架接触的原因,所以空气或氮气的温度不应作为VST,而将靠近压针头的负载杆上或试样架上的传感
器所示的温度作为VST。
初始校准时,应通过试验证明,传感器所显示的温度与放在空白试样附近附加校正传感器所显示的
温度差在士0.1℃范围内。
商业用烘箱常常装有适合的空气或氮气循环装置。如果没有,必须通过装配垂直于试样表面的定向
循环气流板,以保证热传递速度。
4.6测温仪器
4.6.1加热浴,部分浸入型玻璃水银温度计或测量范围适当的其他测温仪器,精度在0.5℃以内。应按
照7.2要求的浸入深度校正玻璃水银温度计。
4.6.2与空气或氮气烘箱相匹配的测温仪器,精度在0.5℃以内。将传感器(热电偶或Pt100)放在靠近
压针头负载杆或试样架的适当位置。5 试样
5.1每个受试样品使用至少两个试样,试样为厚3~6.5 mm,边长10mm的正方形或直径10mm的
圆形,表面平整、平行、无飞边。试样应按照受试材料规定进行制备。如果没有规定,可以使用任何适当
的方法制备试样。
5.2 如果受试样品是模塑材料(粉料或粒料),应按照受试材料的有关规定模塑成厚度为3~6.5mm
的试样。没有规定则按照GB/T 9352、GB/T 17037.1或GB/T11997模塑试样。如果这些都不适用,可
以遵照其他能使材料性能改变尽可能少的方法制备试样。
5.3对于板材,试样厚度应等于原板材厚度,但下述除外:
a)如果试样厚度超过6.5mm,应根据ISO2818通过单面机械加工使试样厚度减小到3~
6.5mm,另一表面保留原样。试验表面应是原始表面。
b)如果板材厚度小于3mm,将至多三片试样直接叠合在一起,使其总厚度在3~6.5mm之间,上
片厚度至少为1.5mm。厚度较小的片材叠合不一定能测得相同的试验结果。
5.4所获得的试验结果可能与制备试样所用的模塑条件有关,虽然此依从关系并不常见。当试验的结热塑性塑料压塑试样的制备
GB
9352-88
11
Plasties-Compression moulding test
sperimens of thermoplastle materials
本标准参照采用国际标准ISO 293-1986(塑料一热型性材料的压型试样)。
1主题内容与适用范围
本标准规定了制备热型性塑料压塑试样和制备可用于机械或冲压加工成试样的压塑片料所必须遵
循的总的原则和步骤。
本标准的试验步骤不推荐用于热塑性增强塑料。
2引用标准
GB1800-79公差与配合总论标准公差与基本偏差
GB1031-83表面粗糙度参数及其数值
3定义
为了本标准的实施,特应用以下定义,
3.1模塑温度:预热和模塑期间在接近模塑材料的区域测得的模具或压板的温度,
3.2 脱模温度:冷却结束时,在接近模塑材料的区域测得的模具或压板的温度。
3.3预热时间:在保持接触压力下,把模具内的材料加热到模塑温度所需要的时间,
3.4 模型时间:在保持模塑温度下,施加全压的时间。
孓5 平均冷却速率(非线性);以恒定冷流体进行冷却,用模塑温度和脱模温度之差除以将模具冷却至
脱模温度所需的时间,平均冷却速率用℃/min表示。
36冷却速率:在一定温度范围内,用控制冷却流体的流速得到的恒定冷却速率,使每隔10min与规
定的冷却速率的偏差不超过规定公差,冷却速率用℃/h表示
4设备
4.1模压机
模压机的合模力应能提供不低于10MPa的压力(合模力与施压方向模腔投影面积的比值),在整个
模塑期间,压力波动范围应在规定压力的10%以内。
对压板的要求:
.能加热到不低于240℃,
b.能按5.3.2冷却方法表中给定的冷却速率冷却。
模具表面任何部位间的温差在加热时不超过±2℃,在冷却时不超过士4℃.当加热和冷却系统设置
在模具内时,也应满足上述要求。
压板或模具的加热,可用高压蒸汽或通过适当管道系统传送的导热液或使用电加热元件进行;压板
中国石油化工总公司1988-04-06批准
1989-05-01实施GB/T 9352-2008/15O 293:2004
因此特别适于获得表面平整或内部不会产生空隙的试样。
4.2.2制造
模具应选用耐模塑高温和模塑压力的材料制造。为了得到表面状况良好的试样,模具与模塑材料
接触的表面要抛光(推荐表面粗糙度为0.16Ra见GB/T 3505-2000)。模具表面镀铬有利于试样脱
模。对于小尺寸的试样,强烈推荐有一个2”的斜度。
可在模具上钻盲孔,以便使用热电偶或水银温度计在接近模塑料的区域测量温度。
根据模压机的性能(见4.1),可在模具中装配类似于模压机压板上的加热和(或)冷却装置。抗机
械冲击、经热处理后控伸强度可达到2200MPa的合金钢,一般可以满足制造这种模具的要求。但在模
塑聚氯乙烯材料的特殊情况下,推荐使用经过处理其拉伸强度达到1050MPa的马氏体不锈钢。
4.2.3类型
4.2.3.1概述
根据材料相关标准规定或有关利益双方商定,使用相应类型的模具。
4.2.3.2港料式(画框)模具
使用这种模具时,过量的材料被挤出,冷却过程中模塑压力仅施加在模框上,不施加在材料上。由
于模塱件在冷却过程中收缩,其中心部分厚度要比边缘部分稍薄。如果粘附于模具上的塑料材料阻碍
收缩,直接模压的试样也会产生缩痕或空隙。
为了克服这些缺点,应优先从模压片材的中心部分冲切或机加工试样。
模塑试片可使用简易而经济的溢料式模具。该模具由两块模板和夹在其中的一个模框(见图1)组
成。上下模板可用抛光钢材或镀铬黄铜板制成,以利于脱模,厚度约为1mm~2mm。为防止塑料材料
粘到模板上可在材料上盖一层软质箔,如铝悄或聚酯膜。
不允许使用脱模剂。
模框的厚度应与模塑试片的厚度相适应,
模框尺寸的大小应保证在从模塑试片上冲切或机加工试样时,不使用其周边20mm宽的部分。
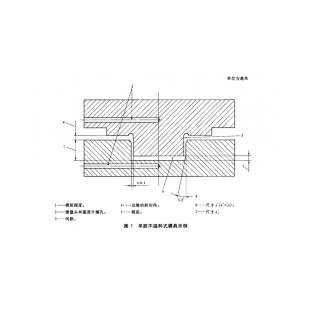
4.2.3.3不滋料式模具
这种模具(见图2)是由一个或两个阳模塞与一个阴模座装配而成,模塑和冷却期间,摩擦力忽略
不计,模具允许压力连续施加在模塑材料上。
模塑件的厚度取决于材料的数量、材料的热膨胀以及由于模具间隙造成的材料损失。损失量与材
料在选定的模塑温度下的流动,施加的压力,加压时间及模具结构等有关。
使用圆形的型腔便于正确引导在阴模内的阳模。推荐阴阳模的配合为H7/g6(见ISO 286-1),如
直径200mm的圆模腔,间隙为15 μm~90 μm。模具可装一个或几个顶针以便脱模,
在不溢料式模具内可使用薄垫片帮助控制模塑件的厚度,在冷却阶段开始时将其取掉。
5步骤
5.1模塑材料的制备
5.1.1颗粒料的干燥
按有关国际标准的规定或材料提供者的说明干燥颗粒料。如果没有说明,则在70℃±2 ℃的烘箱
内干燥24h±1h。CB/T9352-2008/ISO 293,2004
5.2模皇
将模具温度调节到有关国际标准规定或有关各方确认的模塑温度的±5℃以内。
将称量过的材料(粒料或预成型片)放人经预热的模具中。如果模塑粒料,确认其均匀地铺展在楔
具表面,熔鞋后,材料的盐要是够充满模腔,溢料式模具允许有约10%的损失,不溢料式模具允许有
约3%的损失。用溢料式模具时,铺上软质箔(见4.2.3.2),然后将其放人已预热的模压机内。
闭合模压机并在接触压力下对加人的材料预热5min,然后施加全压2min(模塑时间见3.4),井随
即冷却(见5. 3)。
为模型2mm的压塑片,对已均匀铺开的物料,标准的预热时间是5min,而较厚的模塑件预热时
间应相应调整,
注,接触压力是指压机刚好团合,不熟使材料死诺的是够低的压力,全压是帽足够使材料成沮并把多余的材料挤
出的压力。
5.3冷却
5.3.1概述
对于某些热塑性塑料,冷却速率影响其终的物理性能,因此在表:中规定了冷却方法。
表1冷却方法
冷却方法
平均冷却速率
(℃/mi)
(黑正53/
(见3.6)/
持部運搴
(℃/
备出
1范围
本标准规定了制备热塑性塑料模压试样和试片的一般原理和步骤,试样可以通过机加工或冲压的
方法从试片上获得。
为了获得具有重复性的模塑件,包括四种不同的冷却方法的主要加工步骤都是标准的。对每一种
材料,模压时需要的模塑温度和冷却方法应按照有关材料的国际标准中的规定或由有关利益双方商定。
注:不推荐热塑性增强材料用本方法。
2规范性引用文件
下列文件中的条款通过本标准的引用面成为本标准的条款。凡是注日期的引用文件,其随后所有
的修改单(不包括勘误的内容)或修订版均不适用于本标准,然面,鼓励根据本标准达成协议的各方研究
是否可使用这些文件的新版本。凡是不注日期的引用文件,其新版本适用于本标准。
GB/T3505-2000产品几何技术规范(GPS)表而结构轮廓法表面结构的术语、定义及参
数(eqvISO 4287:1997)
ISO286-1产品几何量技术规范(GPS)一ISO极限和配合系统--第1部分:公差、偏差和配
合基础(1988)
3术语和定义
下列术语和定义适用于本标准,
3.1
模塑温度moulding temperature
预热和模塑期间,在接近模塑料的区域测得的模具或模压机模板的温度。
3.2
脱模温度demoulding temperature
冷却结束时,在接近模塑料的区域测得的模具或模压机模板的温度。
注:对于不溢式模具,可在模具上钻孔以用于调量3.1和3.2规定的温度.
3.3
预热时间prebeating time
保持接触压力,将模具内的材料加热到模塑温度所需要的时间。
3.4
模塑时间moulding time
保持模型温度下施加全压的时间。
3.5
平均冷却速率(非线性)average cooling rate (mon-linear)
以恒定流动的冷流体进行冷却的速率。平均冷却速率的计算:用模塑温度和脱模温度之差除以模
具冷却到脱模温度所需的时间。
注,平均冷却速率逃常用℃/min表示。CB/T 9352-2008/1SO 293:2004
3.6
冷却速率cooling rate
在规定温度范围内,通过控制冷却流体的流动得到的恒定冷却速率,即:每隔至少10min的冷却速
率与规定的冷却速率的偏差不超过规定公差。
注。冷却速率通常用℃/h表示,
4设备
4.1模压机
模压机的合模力应能产生至少10MPa的模塑压力(通常用合模力与模腔面积的比值给出)。
在整个模塑期间,压力波动应控制在规定压力的10%以内。
模压板应能:
n)至少加热到240℃;
b)以表1中给定的速率冷却,
模具表面任意两点同的温差在加热时不应超过士2℃,在冷却时不应超过±4℃。
当模具中装配有加热和冷却系统时,也应满足同样条件。
模压板或模具可使用在适当管道系统中的高压蒸汽或导热流体加热,也可使用电加热元件加热。
模压板或模具可用管道系统中的导热流体(通常为冷水)冷却。
急冷(见表1中方法时需要用两台模压机,一台用于模塑加热,另一台用于冷却。
对于指定的冷却方法,导热流体的流速应在模具内没有任何材料时通过试验预先定出,
模压机可连续控制上下模板之间中心位置的温度。
4.2模具
4.2.1概述
使用不同类型模具制备的试样,其特性是不相同的。特别是机械性能受冷却时给物料施加压力的
影响。
用于模压热塑性塑料试样的模具通常有两种,即溢料式模具(见图1)和不溢料式模具(见图 2).
图1道料式(“画框”)模具
图2不滋料式模具
溢料式模具允许过量的模塑材料挤出,并且冷却时模塑压力不施加于模重材料上。制备厚度相近
或具有可比性的低内应力的试样或试片,特别适宜使用溢料式模具,
使用不溢式模具时,冷却期间,全部的模塑压力(摩擦力忽略不计)都施加在模塑材料上。所得模塑
件的厚度,内应力和密度取决于模具的结构,加料量及模塑和冷却条件。此类模具能模塑密实的试样,本标准参照采用国际标准ISO293-1985《塑料一热塑性材料的压塑试样》。
1主题内容与适用范围
本标准规定了制备热塑性塑料压塑试样和制备可用于机械或冲压加工成试样的压塑片料所必须遵
循的总的原则和步骤。
本标准的试验步骤不推荐用于热塑性增强塑料。
2引用标准
GB1800--79
公差与配合总论标准公差与基本偏差
GB1031-83表面粗精度参数及其数值
3定义
为了本标准的实施,特应用以下定义:
3.1模塑温度:预热和模塑期间在搂近模塱材料的区域测得的模具或压板的温度。
3.2 脱模温度,冷却结束时,在接近模塑材料的区域测得的模具或压板的温度,
3.3预热时间:在保持接触压力下,把模具内的材料加热到模塑温度所需要的时间。
3.4模塑时间:在保持模塑温度下,施加全压的时间。
3.5 平均冷却速率(非线性),以恒定冷流体进行冷却,用模塑温度和脱模温度之差除以将模具冷却至
脱模温度所需的时间,平均冷却速率用℃/min表示。
3.6冷却速率:在一定温度范围内,用控制冷却流体的流速得到的恒定冷却速率。使每隔10min与规
定的冷却速率的偏差不超过规定公差,冷却速率用C/h表示,
4设备
4.1模压机
模压机的合模力应能提供不低于10MPa的压力(合模力与施压方向模腔投影面积的比值)。在整个
模塑期间,压力波动范围应在规定压力的10%以内。
对压板的要求:
2能加热到不低于240C:
D.能按5.3.2冷却方法表中给定的冷却速率冷却,
模具表面任何都位间的温差在加热时不超过士2C,在冷却时不超过士4C,当加热和冷却系统设置
在模具内时,也应满足上述要求。
压板或模具的加热,可用高压蒸汽或通过适当管道系统传送的导热液或使用电加热元件进行;压板
中国石油化工总公司1988-04-06批准
1989-05-01实施GB9352-88
冷却方法表
冷却方法
平均冷却速率
冷却速率
℃/min
备
10±5
15±5
60±30
急冷
D
5±0.5
缓冷
当采用急冷方法C时,应使用合适的工具迅速将模具从加热压机移到冷却压机上。
如果没有说明.脱模温度应低于40℃,
注,对制备没有任何内应力的试片或对以前准备好的片料热处理后缓冷时,推荐使用方法D.
模塑试样或片料的检验
在冷却后,取出模型件,检验外观并检查是否符合规定的尺寸.如发现有缩痕,收缩孔或变色时,试
样或片料座舍弃。
根据有关标准规定,确认没有降解或不需要的交联现象。
7试验报告
试验报告应包括下列内容:
7.1注明参照本标准。
7.2试验日期.
7.3试样尺寸及预期用途。
7.4模塑材料的品种、牌号等。
7.5模塑材料的准备:
*.粒料或粉料的干燥条件;
D.在制备预成型片时的加工条件,
7.6模具和箱的类型。
7.7模塑条件:
4.预热时间:
D.模塑温度、压力及时间:
e冷却方法:
d.脱模温度.
7.8试样状态。
7.9其他现象,
附加说明:
本标准由全国塑料标准化技术委员会石化塑料树脂产品分会技术归口。
本标准由燕山石油化工公司树脂应用研究所负责起草
A

B
3S±
急冷
D
±03
缓玲
冷却方法应间压型试片的终物理性能一起加以说明。一般在材料的有关国际标准中给出合适的
持却方法。如未指定方法,可使用方法B(见5.3.2)。
5.3.2 冷却方法
应从表1中选择合适的冷却方法。
在采用急冷的情况下(见表中方法C),应使用合适的方法,例如使用一对钳子,迅速将模具从热压
机移到冷压机上。
北京北广精仪仪器设备有限公司
仪器网(yiqi.com)--仪器行业网络宣传传媒
 热线电话
热线电话