铁基粉末冶金材料金相制备
2021-01-191796粉末冶金是制取金属粉末或用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制取金属材料、复合材料以及各种类型制品的工业技术。目前,粉末冶金技术已被广泛应用于交通、机械、电子、航空航天、兵器、生物、新能源、信息和核工业等领域,成为新材料科学中ZJ发展活力的分支之一。
粉末冶金技术具备显著节约资源、省材、性能优异、产品精度高、可自润滑且稳定性好等一系列优点,非常适合于大批量生产。另外,部分用传统铸造方法和机械加工方法无法制备的材料和复杂零件也可用粉末冶金技术制造,因而备受工业界的重视。广义的粉末冶金制品业涵括了硬质合金、磁性材料以及粉末冶金制品等。狭义的粉末冶金制品业仅指粉末冶金制品,包括粉末冶金零件(占绝大部分)、含油轴承和金属射出成型制品等。
目前汽车上应用了大量的粉末冶金部件, 如图1。

图1 汽车中常见粉末冶金零部件
制备步骤
切割:
汽车用粉末冶金零件尺寸较大,可选用标乐Abrasimatic 300配合垂直夹具,平推夹具使用以适应不同形状、尺寸的零件。砂轮片选用12-4120-010 或者103011P,适合切割硬度15HRC~35HRC。如图2 所示。



图2 切割机及附件夹具
镶嵌:
粉末冶金类材料多采用热压镶嵌法进行镶嵌,因样品无需观察边缘,硬度耐磨性不高,可使用性价比更高的标乐Phenocure酚醛树脂进行镶嵌。Simplimet4000镶嵌机模膛高110mm,可进行双样镶嵌,添加19g酚醛树脂可镶嵌约20mm高的样品。参数为:保温时间3:00、冷却时间2:30、 压力270Bar,温度150℃。见图3。

图3 simplimet4000镶嵌机
磨抛:
本实验使用标乐Ecomet-Automet半自动磨抛机,因其压力载荷可控,并可实现多个样品同时制备,可极大提高样品制备的重复性,采用步骤见表1。
铁基粉末冶金样品硬度较软约HV100,耐磨性较低,所以切割、磨平、甚至粗抛光阶段,因颗粒的尺寸较大,样品会发生大的塑性变形,样品孔隙被遮盖住,如下图5(a)(b)所示,从图片中可看到P400砂纸在去除切割损伤后,又造成新的塑性变形,完全看不到孔隙,因此建议P400砂纸研磨1~2分钟将切割损伤去除即可;硬编织抛光布ultrapad搭配9μm金刚石悬浮液抛光后可观察到少许孔隙,但样品硬度太软,9μm颗粒仍然会造成塑性变形,遮盖住孔隙;样品抛光的关键步骤在3μm金刚石抛光阶段,trident抛光布编织线束较细,稍有弹性,不会造成大的塑性变形,本步骤要将9μm产生的划痕和塑性变形完全去除,并显露出孔隙;0.05μm氧化铝抛光液是将样品表面划痕全部去除,得到无划痕无变形的ZZ表面。

图4 Ecomet-Automet 250
表1,铁基粉末冶金材料金相制备步骤
步骤 | 制备表面 | 研磨颗粒 | 润滑 | 力/样品 | 时间 (min:sec) | 底盘转速 (rpm) | 动力头转速 (rpm) | 相对方向 | |
1 | CarbiMet 砂纸 | P400 | 水 | 20N | 01:00 | 200 | 60 | >> | |
2 | Ultrapad | 9µm Metadi superme 多晶金刚石悬浮液 | 润滑液 | 20N | 03:00 | 150 | 60 | >< | |
3 | Tridnet | 3µm Metadi superme 多晶金刚石悬浮液 | 润滑液 | 25N | 06:00 | 150 | 60 | >> | |
4 | Chemomet | 0.05µm MasterPrep 氧化铝悬浮液 | ● | 15N | 02:00 | 150 | 60 | >< | |
>> 同向, >< 反向 ●ZH15-20 秒钟冲水 | |||||||||
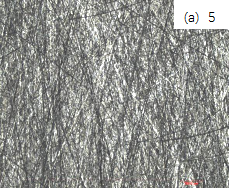
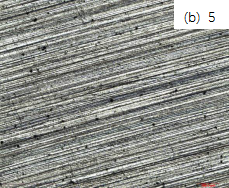


图5(a)P400砂纸研磨2分钟 (b)9μm金刚石悬浮液抛光3分钟
(c)3μm金刚石悬浮液抛光6分钟 (d)0.05μm氧化铝悬浮液抛光2分钟
总结:
使用Omnimet 金相软件可对孔隙的面积比率进行测量,调节填充阀值将所有孔隙进行颜色填充,软件可自动测量。如下图6所示:

图6 Omnimet 测量孔隙面积比率
-
- 美国标乐 Buehler | AbrasiMatic 300砂轮切割机
- 品牌:标乐
- 型号: AbrasiMatic 300

-
- 美国标乐 Buehler | SimpliMet 4000 热压镶嵌机
- 品牌:标乐
- 型号:SimpliMet 4000

-
- 美国标乐 Buehler | AutoMet 研磨抛光机
- 品牌:标乐
- 型号: AutoMet

