NKT飞秒激光器应用分享:薄玻璃的激光微加工
2020-12-152115飞秒激光器的发展改变了微加工技术。它可以高速、高精度地加工薄、透明和半透明的材料。飞秒激光提供了一种在脆性材料上产生切口、孔和划痕的可靠方法。
薄玻璃广泛用于光子学、微电子学、显示和生物医学芯片中,因此这些领域的科研工作中需要可靠高产量高质量的玻璃加工工艺。
早先,由于长脉冲会引起热损伤,因此对玻璃进行激光加工的良率很低。如今,飞秒激光器提供短脉冲,具有非常高的峰值功率,可以对薄透明材料进行表面和块状材料内部修饰。
图1▲ 利用ORIGAMI XP激光切割的100 µm厚度的AF32®玻璃
飞秒级短脉冲宽度比材料中的电子-声子耦合过程都短,因此短的飞秒脉冲宽度,意味着在飞秒时间尺度传递能量,这能很好的控制热影响区的形成和热损害。这种“冷烧蚀”方式实现了高精度和高分辨率的微加工处理,并具有的处理可靠性。紧密聚焦的光束可以在微尺度上非常高分辨率地对复杂形状进行微加工。
在NKT Photonics的应用实验室中,演示了使用1030nm波长ORIGAMI XP激光通过烧蚀切割50 µm和100 µm薄的AF32®玻璃。图1显示了具有非常干净的边缘的切口,并且没有长脉冲激光经常出现的热损伤或裂纹现象。
与通过内部修饰玻璃实现的加工(称为“隐形”激光加工)相比,烧蚀工艺总体上更快,并且为切割闭合形状(例如圆形)提供了更大的灵活性。
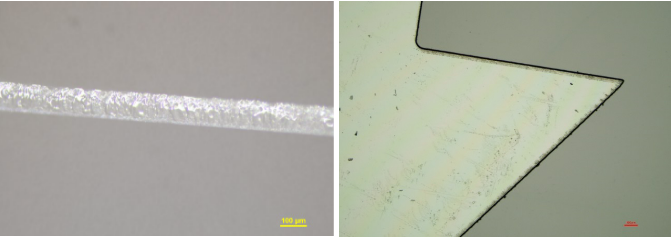
图2▲ 在100µm厚的AF32®玻璃上使用ORIGAMI XP激光切割了复杂的线条和曲线。切割轮廓干净,无微裂纹
近年移动终端设备中使用的薄、柔性的显示面板的高速增长,推动了市场对薄玻璃切割技术的关注。 在一种称为划线和折断的技术中,玻璃的划线使用的是激光技术。
使用快激光刻划的玻璃可以提供更一致,更可预测的破碎过程,并且切割边缘更直,产量更高。
在NKT Photonics的应用实验室中,我们展示了在50 µm厚度薄玻璃上深度为20 µm的干净划痕,如下所示。横截面轮廓显示出理想的干净“V形”,没有裂纹,这对于随后的断裂过程是理想的。
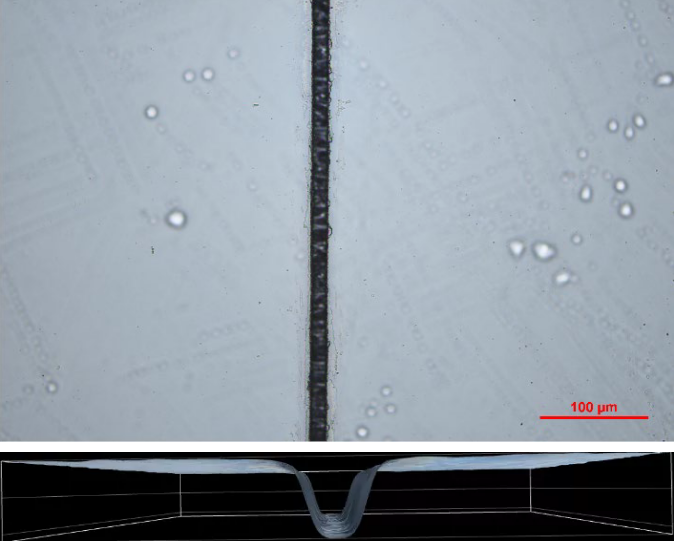
图3▲ 用ORIGAMI XP激光划刻50 µm厚度 AF32®玻璃。划出一个V形通道,通道度为15 µm,深度为20 µm。
激光提供了一种非接触式和清洁的钻孔技术,该技术通过冲击式的打孔技术来钻出小孔。在NKT Photonics的应用实验室中,使用红外1030nm波长的ORIGAMI XP激光在100 µm厚的玻璃上钻出非常小的15 µm直径的孔。当然使用515nm波长的绿光ORIGAMI XP激光可以打出更小的孔。
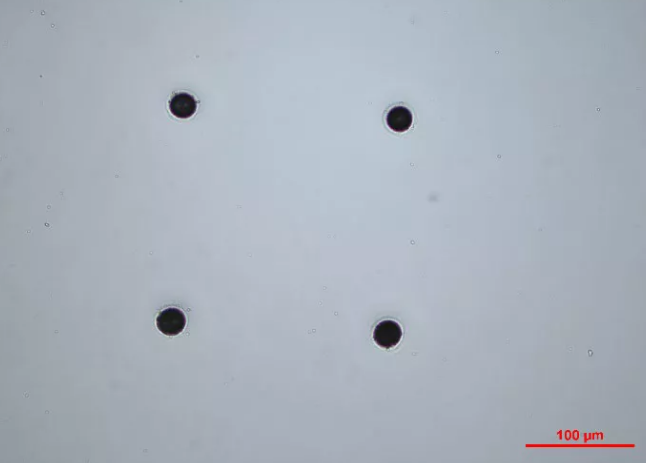
图4▲ 使用ORIGAMI XP激光在100 µm厚的AF32®玻璃中钻出四个直径<15 µm的孔。
实验结果表明,NKT Photonics的快激光器发出的飞秒脉冲非常适合薄玻璃的微加工。

ORIGAMI XP系统基于紧凑的啁啾脉冲放大技术平台,能够在1030 nm处提供高达75µJ的脉冲能量,5 W的平均功率以及小于400 fs的脉冲持续时间。
风冷,单箱,易于集成
<400 fs标准脉冲宽度
5 W / 75 µJ @ 1030nm
2.5 W / 40 µJ @ 515 nm
1 W / 20 µJ @ 343nm
单发(Single-shot)和按需脉冲(Pulse-on-Demand)
双输出波长模块
出色的脉冲能量和指向稳定性
工业,坚固的设计
可以任意方向安装
实时脉冲能量测量和控制
高可靠性
亦可用水冷
-
- NKT 低噪音飞秒激光器模块origami
- 品牌:丹麦NKT
- 型号:origami

-
- NKT 高能量飞秒激光器origami-xp
- 品牌:丹麦NKT
- 型号:origami-xp

-
- NKT 高功率飞秒激光器aeropulse-fs20
- 品牌:丹麦NKT
- 型号:aeropulse-fs20

-
- NKT 工业级高功率飞秒激光器aeropulse-fs60
- 品牌:丹麦NKT
- 型号:aeropulse-fs60

