| 行业应用: | 地矿 综合 |
石英是一种物理性质和化学性质均十分稳定的矿产资源,根据其所含有元素和元素百分比的不同,可以形成很多不同特性的品种。又根据各品种的特性分别应用于光学、玻璃、电子、陶瓷、电瓷、釉面砖、细陶瓷、涂料、化学、橡胶填料及耐火材料等工业。因此,对石英矿石的分析研究显得尤为重要。而部分分析研究中,都会采用经过研磨和抛光的石英矿薄片进行,所以石英矿薄片的研磨和抛光工艺也变得十分重要。
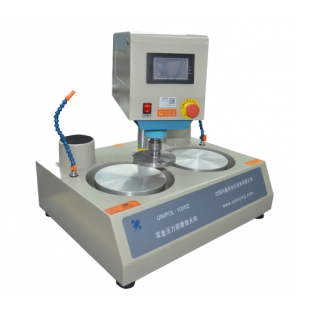
针对尺寸为15mm×18mm×0.15mm的石英矿薄片进行研磨抛光的处理,可选择UNIPOL-802型自动精密研磨抛光机(见下图1)进行。此型号研磨抛光机是专门为加工制备晶体、陶瓷、玻璃、金属、岩样、矿样、耐火材料、PCB板、复合材料的产品。它配备了203mm直径的研磨抛光盘和两个加工工位,可对研磨抛光盘摆动频率进行无级调整,使磨抛平面更加平整。
| 主要特点 | 1、超平抛光盘(平面度为每25mm×25mm小于0.0025mm) 2、超精旋转轴(托盘端跳小于0.010mm) 3、配备了203mm直径的研磨抛光盘和两个加工工位 4、可用于研磨抛光直径≤80mm或矩形的平面 5、带有数字式显示的磨抛盘转数无级调速 6、可自动停止工作的定时器 7、可选配自动送液的滴料器或循环泵采 8、选择适当的附件,可自动批量生产高质量的平面磨抛产品 |
技术参数 | 1、研磨盘转速:0—250rpm 2、工位:2个 3、载料盘摆动次数:0-9次/分 4、研磨盘直径:203mm 5、载料盘直径:80mm 6、交流电源:110/220伏,功率:275瓦 7、托盘端跳:0.008/180mm,定时:0-99.99H |
图1 UNIPOL-802型自动精密研磨抛光机及相关信息
首先,进行粘样。将载样块、石英矿薄片放到MTI-250型加热平台上进行加热。待载样块达到80℃时,在其上面均匀地涂上石蜡,再将薄片等分的放在载样块上,轻轻挤压,以便排除气泡及多余的石蜡。取下载样块,在上面压上稍有重力的物体进行冷却(避免薄片各部分或所有薄片不在同一平面),然后使用酒精将薄片边缘多余的石蜡清理干净,以避免与磨料发生交叉污染。
其次,调节研磨抛光机。将两个支撑臂松开,移至机体的外侧,用铸铁花盘上的三个定位销对准机体托盘上的三个安装孔,放实。移回两个支撑臂,调节两个支撑滚轮至合适角度(90°~150°间),使载物块套上修盘环后可以在其中顺畅运转。上下移动支撑臂,使不可滑动臂上的支撑滚轮位于修盘环高度二分之一附近。以修盘环位置为基准调整支撑臂轴向位置,当支撑臂移动至Z外侧时,使修盘环能够探出研磨盘;当支撑臂移动至Z内侧时,使修盘环能够经过研磨盘中心,锁紧固定螺丝即可。将装有W14刚玉磨料的SKZD-2型滴料器,放置在研磨抛光机的后方平台上,调整好滴料管位置。然后调节研磨抛光机定时器表盘右下角的定时单位螺丝旋钮,选择min,调节左下角的定时范围螺丝旋钮,选择0~30的范围,再转动红色指针至20。打开滴料器,在铸铁花盘上滴上适量磨料后,放上空的载物块并套上修盘环。将研磨抛光机的转数调整旋钮进行归零后(每次启动机器前都要进行归零操作,避免造成下一次开机时误操作)打开机器,转数调节为35rpm,打开支撑臂开关,调节至Z大速度,即开始对铸铁花盘进行修盘(为了去除盘上附有其他粒度的磨料及杂物)。修盘结束后,用清水清洗铸铁花盘、载物块、修盘环,再将铸铁花盘安装好。
然后,进行薄片的研磨。将粘有石英矿薄片的载物块倒置在铸铁花盘上,套上修盘环。转动定时器红色指针至30 min(具体的研磨时间要根据薄片表面的平整度决定,表面线痕去掉即可)。归零后开机,调节转数为35rpm,调节支撑臂速度,使载物块横向的往复移动,以保证薄片研磨的均匀性。待薄片研磨达到要求时,取下载物块、修盘环和铸铁花盘用清水清洗。再换用装有W7刚玉磨料的SKZD-2型滴料器进行再次修盘。修盘、清洗完成后,进行第二次研磨,定时时间选择为15min,转数调节为35rpm。研磨结束后,用清水清洗粘有薄片的载物块、修盘环、铸铁花盘(将其吹干后,进行涂油保养,以备后用),再使用酒精清洗薄片及其周围。
Z后,进行薄片抛光。将聚氨酯抛光垫粘贴在磨抛底片上,粘贴时要均匀的摊开抛光垫,以便消除粘合面的气泡,保证抛光面的平整度。再将磁力垫粘贴在铝盘上,并按照安装铸铁花盘的方法安装铝盘,然后将粘好抛光垫的磨抛底片安放在上面。将装有W0.75氧化铈抛光液的SKZD-3型滴料器放置在研磨抛光机的后方平台上,调节好位置。然后使用修铸铁花盘的方法对抛光垫进行修垫,定时器选择5min,转数选择80 rpm。待修垫完成后,用清水清洗抛光垫、载物块、修盘环。安装好抛光垫后,再依次将粘有石英矿薄片的载样块、修盘环放在抛光垫上,定时时间选择为25min,调节转数为110rpm,打开支撑臂开关,调节至Z大速度,即开始对薄片进行抛光。
抛光完成后,用清水清洗载物块,然后放到加热平台加热,分离石英矿薄片和载物块,用酒精清洗薄片即可。下图2是完成研磨抛光工艺后的石英矿薄片。下表1是工艺中所涉及的部分相关参数。
磨抛料 | W (μm) | 转数 (rpm) | 压力 (kg) | 时间 (min) | 平面度 (μm) | 表面粗糙度 (μm) | 配件 |
刚玉 | 14 | 35 | 1.69 | 30 | 2.5 | 1.2 | 铸铁花盘 |
刚玉 | 7 | 35 | 1.69 | 15 | 2.5 | 0.35 | 铸铁花盘 |
氧化铈 | 0.75 | 110 | 1.69 | 25 | 2.5 | 0.15 | 聚氨酯抛光垫 |
备注 | 石英矿薄片尺寸为15mm×18mm×0.15mm | ||||||
表1 石英矿薄片研磨抛光工艺的相关参数
由此可见,经过此工艺磨抛的石英矿薄片,具有非常理想的研磨抛光效果,能够满足分析研究以及工业制造的需求。



沈阳科晶自动化设备有限公司
仪器网(yiqi.com)--仪器行业网络宣传传媒

