挤出发泡 使用Teledyne Isco 柱塞泵
2021-04-28112501 概述
使用物理发泡剂(PBAs)的挤出发泡工艺,已经在生产低密度热塑性泡沫塑料中成功运用了一段时间。PBAs是惰性气体、挥发性碳氢化合物,或在加工过程中被计量并溶解在聚合物熔体中的氢氟碳化合物(HFC)。这个挤出发泡工艺可以使用一台挤出机或两台挤出机串联运行。串联系统也可以使用一个双挤出机作为主挤出机。
该过程的基本步骤包括:
●固体聚合物的熔化
●向聚合物熔体中注入和溶解发泡剂
●含发泡剂熔体的冷却
●成核起泡
●合成细胞结构的稳定化
Teledyne Isco柱塞泵对控制发泡剂含量的准确和一致性在以下实验系统中得到了验证。
02 实验步骤
图1展示了使用环形模具和单螺杆生产泡沫板的系统示意图:
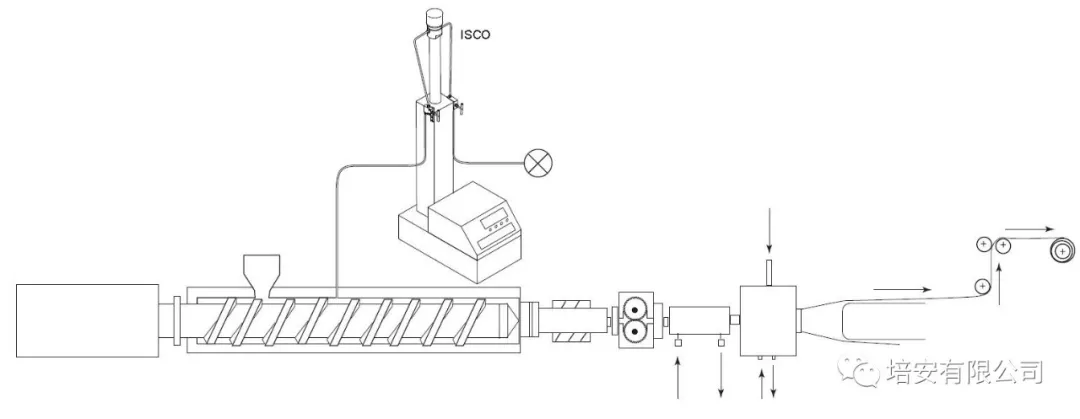
Figure 1: 环形模单挤压系统
图2展示了使用毛细管模具生产泡沫长丝的串联系统。DY台挤出机熔化塑料颗粒,然后将熔体与ISCO柱塞泵供应的注入发泡剂(BA)混合。DY台挤出机末端的混合段有助于快速分散发泡剂,使其与聚合物熔体形成单相溶液。第二台挤出机有助于使温度和发泡剂浓度均匀化。
齿轮泵可用于精确控制质量流量。下游设置根据需要而变化。
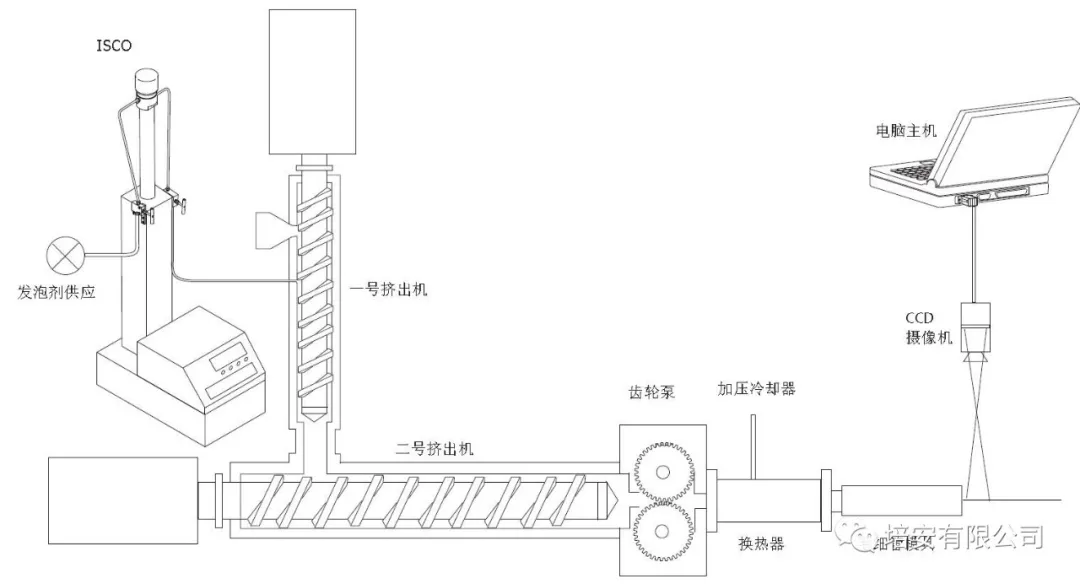
Figure 2: 毛细管模串联挤出系统
结论和影响
在一个典型的实验中,从“恒压”模式下运行的柱塞泵注射气体开始。当聚合物熔化并由挤出机向前传送时,柱塞泵变为“恒流”模式,保持准确和一致的泵送。
通过控制Teledyne Isco柱塞泵的流量可以改变发泡剂的用量,并研究了气体含量对气泡形貌的影响。
图3显示了用超临界CO2吹塑挤出低密度聚苯乙烯(PS)的孔密度和膨胀率,同时改变模具几何形状(如灯丝模具的直径和长度)和温度。

Figure 3:(a)挤出低密度聚苯乙烯泡沫塑料的孔密度和 (b)膨胀率
图4显示了在不同模具的几何形状和温度下,以5%重量超临界CO2吹制的低密度聚丙烯(PP)的孔密度和膨胀率。

Figure 4:(a)CO2发泡挤出低密度PP泡沫的孔密度和(b)膨胀率
图5显示了在改变滑石粉(成核剂)含量和温度的情况下,用氮气吹塑挤出高密度PP的孔密度和膨胀率。

Figure 5: (a) N2吹塑挤出高密度PP泡沫的孔密度和(b)膨胀率
图6显示了在改变模具压降率和滑石粉含量的情况下,用N2吹塑挤出高密度PP的泡孔形态。值得注意的是,温度对低密度泡沫的膨胀行为影响很大,而温度对高密度泡沫的膨胀行为没有影响。在这两种情况下,气体含量和模具几何形状显著影响膨胀行为,并且气体含量影响气泡密度。

Figure 6: N2 吹塑高密度PP泡沫的泡孔形态

参考文献
1) Lee, S.T.; Park,C.B.; Ramesh, N.S.“Polymeric Foams: Science and Technology.” CRC. 2006.
2. Xu, D.; Park, C.B.; Fenton, R.G. SPEANTEC Tech. Paper,113 (2005).
3. Xu, X.; Park, C.B.; Xu, D.;Pop-Iliev, R. Polym. Eng. Sci,43: p. 1378, 2003.
4. Lee, P.C.; Kaewmesri, W.; Wang, J.;Park, C.B.; Pumchusak,J.; Foland, R.; Praller, A. SPE ANTEC Tech. Paper,2115(2007).
5. Lee, J.W.S.; Park, C.B.Macromolecular Materials &Engineering 291: p 1233, 2006.
-
- ISCO X系列高压高精度柱塞泵
- 品牌:美国ISCO
- 型号:美国Teledyne Isco

