如何选择微流控用3D打印机?
2020-04-16658
在本文中,我们解释了现有的3D打印技术,3D打印的变化和局限性。本文介绍的3D打印技术 基于相同的加法过程系统,每个对象通过信息系统切成薄片然后再逐层构建。
微流控3D打印机的类型
微流体3D打印机:科学应用
3D打印是一种古老的工厂工艺,是增材制造的一种倾斜。随着效率的提高,3D打印在许多不同的领域中找到了应用,例如微流控技术。3D打印技术允许使用多种材料以廉价的成本开发出任何一次性物品。3D打印的准确性已经非常高了,足可以创建微流体系统,并且现今的市场上已经存在这种3D打印机。

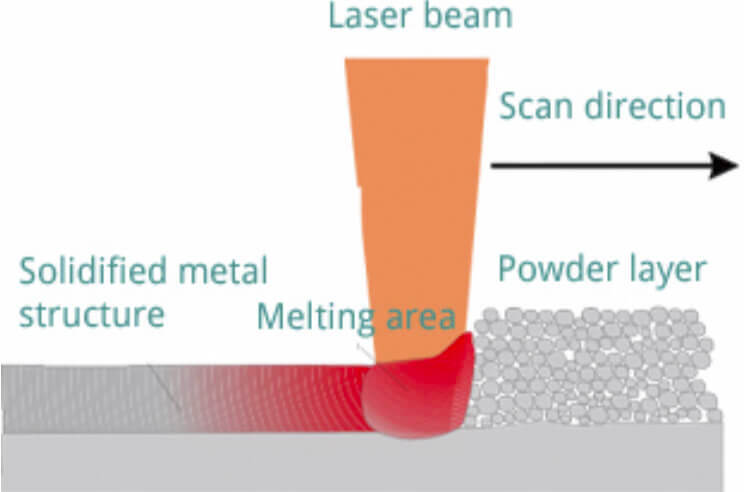
微流体3D打印机:选择性激光熔化(SLM)
这里,激光束在整个打印方案中移动并加热粉末状材料,直到材料的熔点,粉末变成固化的结构。一旦完成该步骤,辊子就会将粉末放在已向下移动一层高度的工件上方,然后再次开始激光烧结过程。
选择性激光熔化更多地用于金属成分。
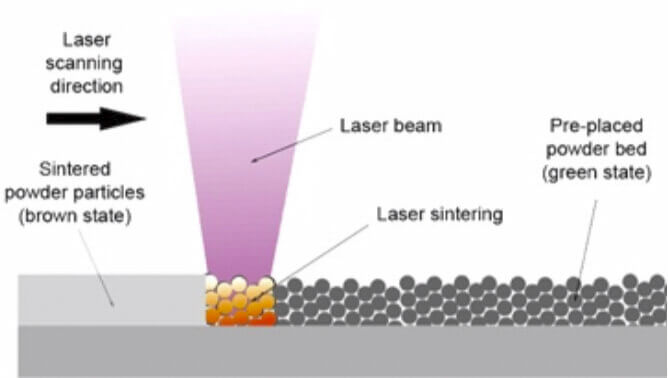
微流体3D打印机:选择性激光烧结(SLS)
选择性激光烧结就像SLM一样,但有一个区别:激光束不会在材料的熔点加热,它会在材料熔点之前停止加热,并在粉状材料的晶粒之间产生内聚力,因此,热量会重新组合粉末材料之间的晶粒并产生内聚力。
选择性激光烧结更多地应用于热塑性组合物。
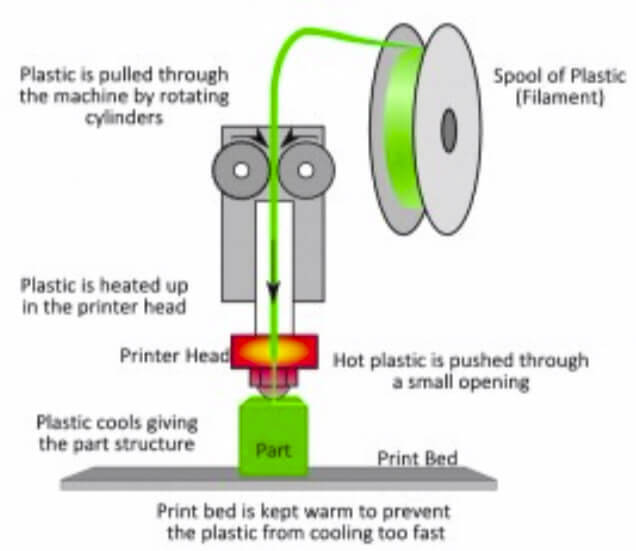
微流体3D打印机:熔融沉积建模(FDM)
熔融沉积建模是世界上常用的3D打印过程,简单GX。它适用于许多应用领域。熔融沉积建模的原理是放下加热的塑料,将加热框架放在平坦的表面上(对应于X和Y的移动),然后逐片向上移动(在Z轴上移动)。所有这些移动都描述了该空间的3轴即笛卡尔空间。
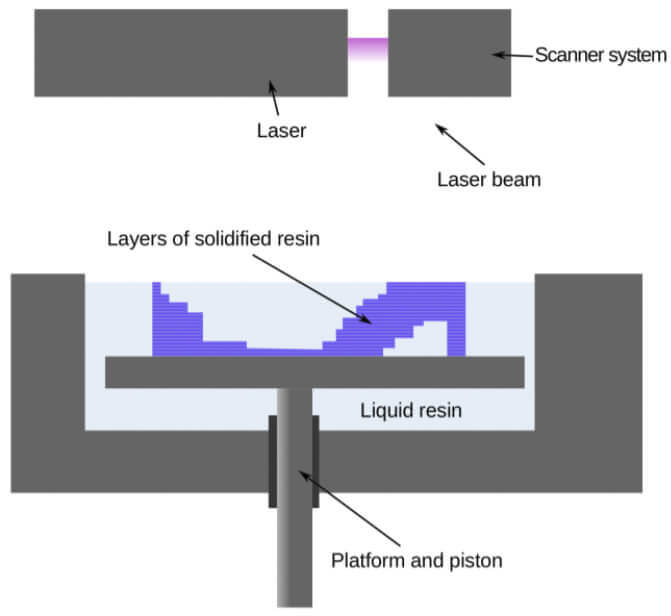
微流体3D打印机:立体光刻设备(SLA)
立体光刻设备具有与选择性激光熔化和选择性激光烧结相同的过程,激光束以曝光参数加热树脂,并使树脂聚合。物体再次移动一层的高度,然后机器根据物体的切片投影一个新方案。产品受紫外线辐射以使其固化。
由于我们正在开发FDM 3D打印机,因此,本文的以下部分将仅涉及FDM技术。
微流体3D打印机:熔融沉积模型打印机的材料种类繁多
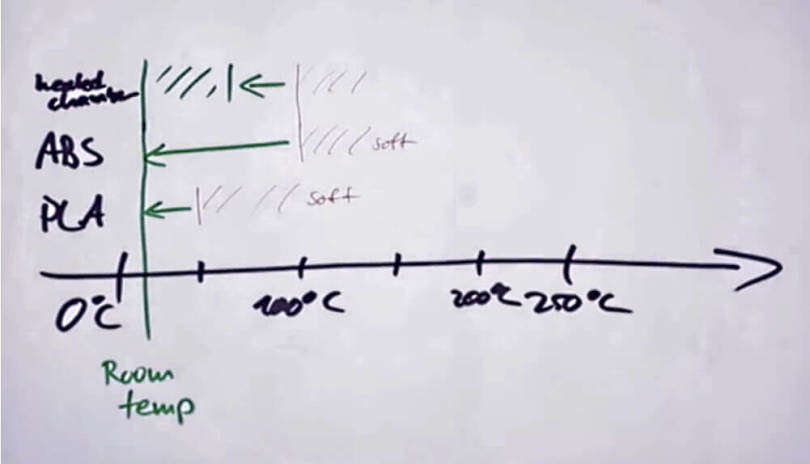
与您在市场上找到的各种丝状材料(ABS、PLA、POM、尼龙等)相比,树脂的多样性受到限制。材料的类型有很多种:可生物降解、食品接触证明、耐腐蚀等,每种材料都有其自身的特征和功能。每种材料都常见的一件事是它们在冷却时会翘曲,某些材料如ABS如果冷却得太快则会发生高翘曲,而PLA则很少出现这样的问题。翘曲特性取决于材料工厂的每种材料成分和建议。

微流体3D打印机:3D打印机移动的不同系统和不同精度
对于FDM方法,我们必须将电动机的旋转转换为平移运动,为此,有2种的解决方案:
(1)带轮和皮带系统提供了一种廉价的解决方案,尽管分辨率降低了精度,但仍可以进行高速打印。

(2)螺丝系统:高精度的丝杠和螺母系统 – 但是,定位时会产生间隙,因此会降低一点精度。
(3)滚珠丝杠系统具有更高的精度,但大大降低了打印速度,但是与其他具有极小的反冲(50μm以下)系统相比,其精度更高,这种系统对于微流体和微系统的加工会更有吸引力。
您可以根据Z后产品所需的质量选择合适的系统。一些打印机结合了用于X和Y轴的螺栓皮带和用于Z轴的滚珠丝杠。
微流体3D打印机:热头端和热床(专为FDM打印机)
热头很重要,这是3D打印机的重要组件。热头是在合适的熔融温度下加热塑料,然后再沉积。挤出机的选择是提高机器效率的关键。同样,也有2种挤出机系统:一种是带有螺纹喷嘴和水龙头散热器,另一种是带孔喷嘴和散热器的系统。后面一个系统会更有效地防止泄露。
如果材料加热过多,那么将会得到粘稠的材料,其会泄露并挤压挤出机。如果材料加热不足,则长丝状材料将无法通过喷嘴。
热珠可较大程度地减少热端和环境之间的温度差,因此,它可以防止加热的材料获得过高的冷却速率并自行回缩以产生称为翘曲的现象。加热塑料可使其保持在不会变形的温度范围内。
微流体3D打印机:软件 – 3D打印机的计算机界面
微流体3D打印机软件通常分为两部分:**部分允许您将对象放置在板上并选择不同的参数如高度、填充、速度、图形界面等;第二部分“hide”是切片机,该部分会对在您选择的不同参数的任何切片高度上进行切割,切片器将会创建100个切片。在每个切片中,它将分析“图像”并分解为坐标以及X轴和Y轴,因此,这是我们通过告诉电机将位置从另一个位置移动来创建移动的方式。这些指示在名为“gcode”的文件中列出,这也是您文件的扩展名,例如:
 G1 : Tel领 the printer to move F: for feedrate in mm/min
G1 : Tel领 the printer to move F: for feedrate in mm/min
提高3D打印机精度的机械元件:步进电机
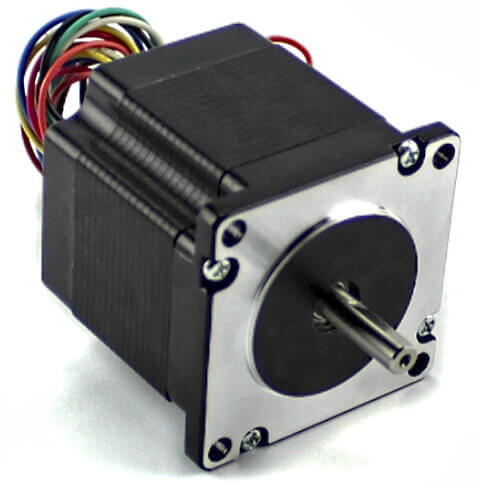
步进电机的旋转是逐段地旋转的,例如1.8°/step的电动机需要200步(step)才能旋转200×1.8°=360°,角度越小,获得的精度就越高。电机还必须与系统耦合才能实现平移运动,并与步进驱动器耦合。这个全局系统将定义移动给定距离所需要的步骤。但是,每步的度数越小,您的全局系统将越极ng确:如果需要80步长移动1mm,那么1步长移动1/80=0.125mm或12.5μm,而如果需要320步长移动1毫米,通过相同的计算,则1步长移动3.13μm,这种精度是微流体系统必需的。
步进电机驱动器:提高精度的电子元件
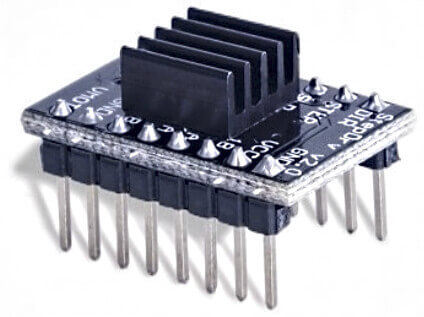
步进电机驱动器通过内插电动机的当前功能并将其分段,从而提供虚拟步长和电子精度。这些虚拟步长乘以系统的机械步长,但是虚拟步长越高,扭矩越低。因此,需要在虚拟步长和扭矩之间做一个折衷。步进驱动器也可以控制电机的噪音。
风扇:对获得更好的3D打印效果很重要

通常,一是通过冷却挤出机的散热器主体,以防止温度过高;二是在需要时冷却部分(像桥接结构一样,建议使用高冷却的方式)。
用户操作的3D打印机界面

打印机界面可以使机器运行、自动化控制且易于使用。配备SD插槽后,您可以使用简单操作的界面运行任何已加载的程序,甚至可以在需要时调整某些参数。
电子电容传感器

这种电容式传感器可以做有趣的事,首先,它为**层提供了良好的挤出机高度,并允许测试平坦表面的不同点且创建表面的虚拟法线向量,并将每个点乘以该法线以便在移动和定位时获得更好的精度!
-
- 法国Elveflow微流控精密压力进样泵OB1 MK3+
- 品牌:法国Elveflow
- 型号:OB1 MK3 Pressure Controller

-
- Elveflow微流控微流体压力泵AF1真空/压力发生器
- 品牌:法国Elveflow
- 型号:AF1 Generator and Controller

-
- 法国Elveflow微流控液体流量传感器MFS
- 品牌:法国Elveflow
- 型号:MFS Flow Sensor

-
- 法国Elveflow微流控流量传感器BFS(不需要校准,直接测量)
- 品牌:法国Elveflow
- 型号:BFS Flow Sensor

-
- 法国Elveflow微流体压力泵OEM产品
- 品牌:法国Elveflow
- 型号:Elveflow Microfluidic OEM

-
- 一站式微流控PDMS芯片复制加工工作站(无需超净间)
- 品牌:法国BlackHoleLab
- 型号:One-Stop PDMS Chip Replication

-
- 微流体微流控PDMS膜加工套装
- 品牌:法国BlackHoleLab
- 型号:PDMS membrane kit

-
- 紫外固化点胶机UTarget-建立微流体连接
- 品牌:法国BlackHoleLab
- 型号:UTarget-connect your chip

-
- 微流控PDMS替换材料Flexdym芯片加工套装
- 品牌:法国BlackHoleLab
- 型号:Flexdym chip kit

