仪器社区
工具:随机器附带的1.5 mm、2.5 mm、3 mm内六角扳手。
1、防卷板的安装
> 步骤1:取出玻璃防卷板,拆松防卷板组件上的黑色手拧螺母,将玻璃防卷板装入防卷板支架,再将黑色的手拧螺母拧紧;
> 步骤2:将防卷板组件上销钉孔与刀架左侧销钉组合,并将刀架上的螺钉孔与防卷板组件上的通孔使用螺丝连接,使用随机器附带的2.5 mm内六角扳手将螺丝打紧。
2、防卷板组件的安装调试
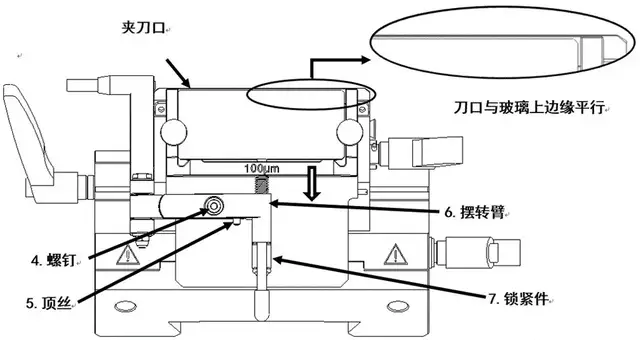
图1
> 步骤1:首先检查玻璃上边缘是否与刀片平齐,如不平齐,调整锁紧件(7)使玻璃上边缘下降至刀片平齐位置,平齐后两者不平行需进行步骤2进一步调节;
> 步骤2:使用3 mm内六角扳手拧松上图所示的螺钉(4),使摆转臂(6)可以活动;
> 步骤3:通过1.5 mm内六角扳手调节顶丝(5)使摆转臂(6)处于正确位置,即保证刀口与玻璃上边缘平行(如上图放大区域所示)。最 后使用3 mm内六角扳手打紧螺钉(4);
> 步骤4:调节锁紧件(7),使得样本可以顺利通过玻璃防卷板与刀片间的空隙,至此调试完毕。

一、防卷板组件调试常见问题
1、可以见到完整的切片,但切片走向玻璃防卷板上方,不进入玻璃防卷板
问题原因:玻璃防卷板太低,需要通过调整锁紧件(7),增加玻璃防卷板高度。
2、样品与防卷板撞击,切片褶皱在玻璃上
问题原因:玻璃防卷板太高,需要通过调整锁紧件(7),降低玻璃防卷板高度。
二、使用防卷板切片的操作步骤
(以瑞沃德冷冻切片机为例)
1、设置好样本头温度,将冻好的样本安装到样本上。
2、向前拨动摇杆将样本移近刀口,可根据样本与刀口的角度差异适当调整样本头角度。
3、使用多功能摇杆左右拨动调整切片模式为修片模式(厚度推荐20-40 μm),使用手轮通过半刀、全刀或通过慢速进样旋钮+半刀旋转手轮完成粗修。(如熟练掌握摇杆进样节奏,也可在切片模式下轻微拨动摇杆完成修片操作)。
4、粗修完成后可左右拨动多功能摇杆调整切片模式为切片模式,使用手轮通过半刀、全刀完成细修。
5、修好后扫除废屑后即可放下防卷板,如有需要可调整防卷板位置(可参见一、防卷板组件调试常见问题),使切出的样本平整的进入防卷板与刀片的狭缝。
6、打开防卷板,完成贴片(如样本发生轻微卷曲,可使用毛笔轻轻将卷曲部分轻轻摊平)。
三、使用常见问题
1、切片沾在防卷板上
问题原因:
1)防卷板组件冷冻不足,需要等待防卷板组件达到冷冻箱温度;
2)防卷板上沾染了静电,防卷板本身带有一定防静电能力,可稍等几分钟或使用导电材料将静电导向箱壁;
3)防卷板脏污,擦去脏污;
4)防卷板未正确固定。
2、切片无法正常进入玻璃防卷板与刀片间的缝隙
问题原因:玻璃防卷板高度不恰当,需要调整玻璃防卷板高度,调试方法见调试常见问题。
3、防卷板组件内切片打卷
问题原因:
1)样本太大,防卷板组件一般支持0.5 cm-1 cm左右组织,组织太大容易打卷;
2)样本头设置温度偏低,可将样本头温度适当上调;
3)OCT太多或样本边缘存在空洞,OCT包埋以刚好包住样本为宜,样本边缘存在空洞时可以适当补全或重包;
4)防卷板玻璃、刀片或刀架存在脏污或防卷板玻璃、刀片存在损坏,擦拭防卷板玻璃、刀片,更换防卷板玻璃的面,更换刀片。
4、样本上存在明显的挂痕
问题原因:防卷板玻璃、刀片存在损坏,更换防卷板玻璃的面,更换刀片。
5、防卷板掀起时样本原本平整的切片迅速卷曲
问题原因:防卷板温度偏高。
四、防卷板组件推荐使用范围
1、50 μm防卷板适宜切片厚度<4 μm时防卷,100 μm防卷板适宜切片厚度5-50 μm时防卷;
2、防卷板一般可以支持0.5-1 cm的组织防卷,如果有更大的样本切片,建议使用毛笔辅助防卷。
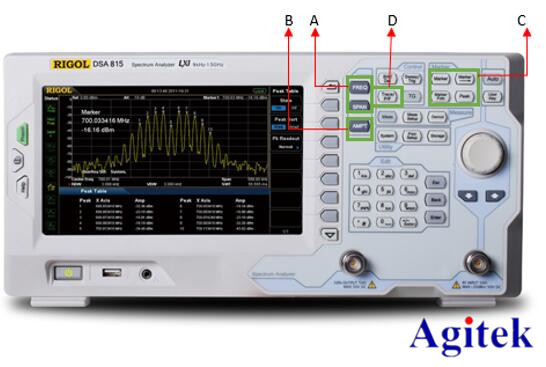 普源频谱分析仪DSA815 EMI近场辐射测试的操作指南
普源频谱分析仪DSA815 EMI近场辐射测试的操作指南

 评论
评论