目前,在国内应用广泛、工艺技术较为成熟的蓄热式热氧化炉(RTO)主要为三室RTO。RTO工艺流程图见图1),即RTO分为三个蓄热室,其中蓄热室填充床为耐热、耐腐蚀的陶瓷材料填充,确保RTO热回收率在95%以上,以便更好的净化去除VOCs。
其工作原理是使生产过程中产生的VOCs(浓度小于25 %LEL)在800℃以上发生氧化反应,使其氧化生成二氧化碳(CO2)和水(H2O);假如VOCs中含有卤素、硫等杂原子的有机物,则会氧化生成氯化氢(HCl)、二氧化硫(SO2)等气体。
首先废气通过管道经RTO进口阀进入第1个蓄热填充床发生氧化反应燃烧分解,经燃烧室充分燃烧后的高温净化气体通过第3个蓄热填充床被冷却后,部分冷却净化气体吹扫第2个蓄热填充床,部分冷却净化气体经RTO引风机进入尾气吸收系统,喷淋吸收后达标排放至大气环境,三个蓄热填充床依次经历加热(氧化分解)、冷却、吹扫等三个步骤,通过RTO进口阀、出口阀、吹扫阀自动切换,周而复始,循环操作。
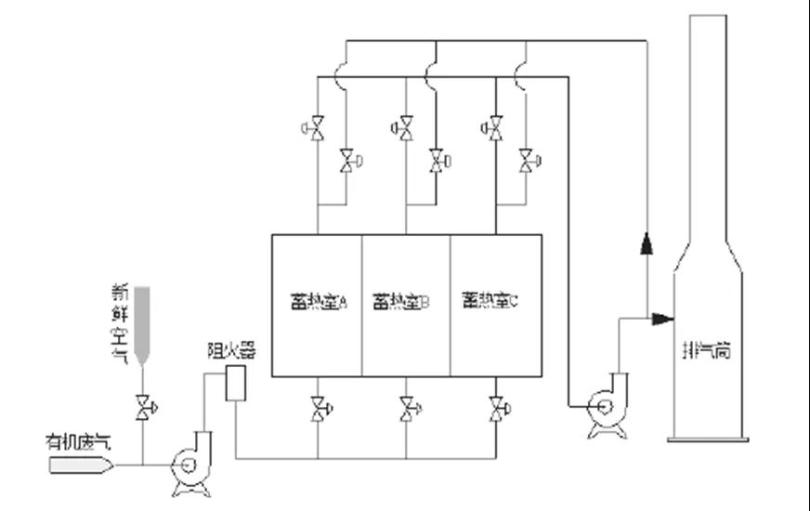
图1工艺流程图
2.RTO及相关设施危害因素分析
(1)企业在原设计中未考虑使用RTO
在增上RTO时,仅考虑RTO装置本身对处理废气的适用性,而成套设备生产厂家仅提供RTO本体装置部分,对前、后附属处理设施未进行考虑,企业又未对设备配套进行正规设计,致使情况较为复杂的企业系统运行稳定性不够,甚至发生事故。
(2)材料选择方面因素
因成本及腐蚀等问题,原料废气及放空等管线,中小企业会普遍选择PVC、玻璃钢等材料。使用上述材料的企业如原料气线未考虑防静电设计,易使静电积聚,在废气浓度超过爆炸极限时,管线内发生爆炸。
(3)仪表报警、连锁设施不足
RTO设施生产厂家,设计工况较理想化,只考虑本体设施工艺操作上的连锁,附属设施及安全设施方面未予充分考虑。比如未在上游废气出口设置浓度报警仪,无法及早知道废气浓度超标并及时采取措施避免炉堂温度超高、尾气温度同时超高等连锁反应。
(4)系统未设置相应的安全设施
系统未设置相应的安全设施,如原料废气线防静电设施、原料废气进RTO前设置阻火器等,容易导致静电积聚导致爆炸及回火等情况发生。
(5)工艺流程设置不合理
企业排放的往往不是单一的有机废气,除有机废气,经常带有酸、碱性气体,或者燃烧后有酸性气体产生。未设置吸收处理装置,会导致气量偏大,腐蚀设备管线,缩短设备、管线使用寿命、废气指标不合格。
3.安全对策措施
企业应根据自身实际工况,包括废气来源、组成、浓度变化、气量大小等,在设计时充分考虑可能产生的不利因素环节,根据实际需要增设相应附属设施和安全设施。着重注意以下几个方面。
(1)去除不宜进入RTO的有机废气组分
去除不宜进入RTO的有机废气组分。如采用冷凝方式回收部分高浓度有机废气组分;设置水喷淋装置吸收洗涤酸、碱类气体,保证进入RTO有机气体达到进气指标要求。
(2)保证废气浓度、气量相对稳定
在有机废气进入RTO前,设置足够容积的缓冲罐,增加废气的停留时问,较好地混合气体浓度,并根据需要补充风量,避免高浓度、大气量废气直接进入RTO。
(3)确保有机废气浓度不超标
严格控制进炉前废气浓度在其有机物的爆炸极限下限(LEL)的25%以下(GB20101),否则应采用空气强制稀释。
(4)提高自动化控制程度
对关键操作参数实时监测和进行连锁控制,实时监测风机、阀门、燃烧器、酸碱度、废气浓度、炉膛和废气管道压力的参数变化,并按工艺安全要求设置相应连锁。如设置气体浓度与新风/放空阀,有效降低有机废气浓度或紧急情况下放空;炉室下层床温及排放温度与进气量/喷油量等实行联锁,调节燃烧室温度;热氧化室负压与引风机的连锁控制,使设备正常运行时热氧化室保持微负压状态,确保高温烟气不回流;排烟温度与进气阀门进行连锁控制,当排烟温度超过一定限值后,进气阀门主动关闭,白动打开旁通紧急排放阀,确保有机废气不会在烟气分布室中着火燃烧。
(5)防止发生回火
缓冲罐至RTO管线等位置设置回火装置;紧急排放阀宜设置远程独立控制,防止在非正常情况下,气流堵塞,影响上游设置。
(6)防止静电产生
废气管线宜采用金属材质,连接法兰进行跨接,系统进行可靠接地,防止静电积聚。如采用玻璃钢,PVC塑料等材质,应带铜条以防静电(进炉前管线必须为金属管),并在产生废气设备出口部位设置有机气体浓度检测设施并设置紧急排放口。
(7)防止爆炸危害扩大
废气管道设置防爆膜、防止管道堵塞的泄压阀,缓冲罐上设置泄压阀,RTO炉膛设防爆口等安全设施,采用防爆风机。

 评论
评论
