解决方案
发布:
上海珩泽科技有限公司时间:
2023-09-13行业:
石油/化工 化学化工原料
切削液乳化液用于金属机械工业,以帮助切削过程,防止腐蚀,并改善润滑,冷却,表面清洁和工具寿命。当在机械加工过程中使用时,由于热降解和污染,这些乳剂失去了其性能和有效性。这些乳剂的更换是含油废水产生的原因。考虑到存在的风险和严格的环境法规,在将切削液废水排放到环境中之前对其进行处理是至关重要的。
切削液的矿物油基不随其使用而改变,因此可以通过更换缺失的添加剂来多次回收。考虑到回收油相的可生物降解性差,回收是解决这些威胁残留物的Z佳选择。在新切削液中重新使用回收的油相,可以防止其处置或燃烧,并减少对生产新资源的不可再生资源的提取。
这项工作的目的主要是评估切削液废液中油的百分比对回收过程的影响。
1. 材料和方法
1.1 切削液乳化液的制备
商用切削液OP 38 (润滑油),一种由精制环烷基础油、乳化剂、缓蚀剂和杀菌剂配制的混相切削液。
在蒸馏水中分别使用5、10、15、20、25和30 wt.%的切削液制备切削液乳化液(W/O)。在室温(25℃)下,将所需量的浓缩物快速一步地加入到250毫升螺旋盖的烧瓶中制备200mL乳状液。在700转/分的转速下,机械搅拌10分钟,形成切削液乳化液。
1.2 物理稳定性分析
使用 LUMiSizer®进行测试,转速:4000 rpm、测试时长:4h、温度:25 ℃。
2. 结果与分析
所有切削液乳化液(5%至30wt .%)透光率随时间变化的图谱如图1所示,用以表征乳化液稳定性。低透光率意味着高颗粒浓度,高透光率意味着低颗粒浓度。
此处以10%的样品图谱为例进行分析。随着实验的开始,体系开始分离,可以看出,样品管的底部的透光率渐渐升高,呈左低右高的形态,显示样品底部颗粒(液滴)向界面迁移,这部分逐渐变澄清。观察128-130mm区域内,10%样品的第一条谱线相较于30%的样品谱线明显高出很多,说明10%的样品很不稳定,在获得第一条谱线数据时已出现明显分离。同时观察到后续几条谱线的间距由大变小,说明体系内较大的颗粒上浮速率较快;随着时间的推移,体系内还剩较小的颗粒,因为其相对移动速率较慢。随着实验的继续,样品顶部出现清晰的上浮层,值得注意的是乳析层中出现一个透光率接近90%的峰,推测较大的液滴在上浮层中发生了相互作用,Z后出现破乳的行为,有油层析出。
5%相较于10%的样品,初始时分离速度更快,同时未观察到油层的析出,推测该含量的乳化切削液能很好的维持液滴的膜稳定性,不出现破乳油析,但是可能形成了较大的液滴,导致初始分离速度较快。15%-30%的样品相较于10%的样品,实验后期112-128mm的透光率逐渐降低,接近10%,说明体系中存在大量细小的颗粒,这对后续切削液的回收可能造成一定影响。
综上所述,可以通过LUMiSizer®加速稳定性分析仪快速确定10%为适宜的回收OP38切削液乳化液含油百分比。
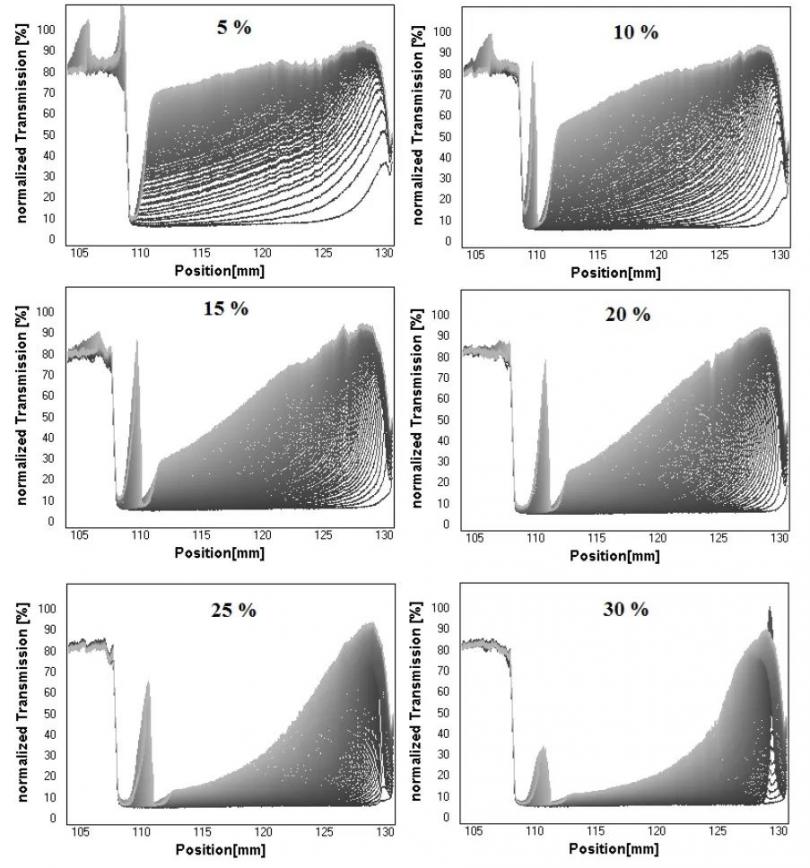
图1 OP38切削液乳化液的透光率图谱
3. 结论
LUMiSizer®分散体系分析仪,应用STEP技术,对配方稳定性分析提供了快捷有效的工具。不仅可以同时检测12个样品,而且多波长(近红外870nm、蓝光410nm)覆盖多品类样品的测试,为用户可提供更多更深入的分析信息,极大提高了工作效率。


